�l���r�g�����ٷ��늹��QՓ���g�[��1��
ժ Ҫ�� ժ Ҫ: ᘌ��͟�ݔ�롢���|�����Ӽ��g�������о�����X�Ͻ���Ӷ��������^�ɼ��g( cold matal transter�� CMT)���ӹ�ˇ���}�_ MIG ���ӹ�ˇ�ą^�e���� CMT ���Ӻ��}�_ MIG �����M�П�ѭ�h�����y�������ӽ��^���졢������Ӳ�ȵȳ�Ҏ���W����ԇ�ͽ��^�^�M������.
����ժ Ҫ: ᘌ��͟�ݔ�롢���|�����Ӽ��g�������о�����X�Ͻ���Ӷ��������^�ɼ��g( cold matal transter�� CMT)���ӹ�ˇ���}�_ MIG ���ӹ�ˇ�ą^�e���� CMT ���Ӻ��}�_ MIG �����M�П�ѭ�h�����y�������ӽ��^���졢������Ӳ�ȵȳ�Ҏ���W����ԇ�ͽ��^�^�M������. �Y���������X�Ͻ��庸�ӕr�����}�_ MIG ���ӷ�����CMT �������ӜضȈ��ͣ����ӽ��^ܛ�����@�p�����_���g�Եõ���ߣ������Ӷ�����ӽ��^�M�����@���ƣ��������@����. ԇ���� CMT ���ӷ����ɫ@�������}�_���Ӹ��Ӄ������X�Ͻӽ��^.
�����P�I�~: ������^�ɼ��g; �X�Ͻ�; ���Ӷ����
����0 �� ��
�����X�Ͻ��ں����^�����׳��F��ס����Ѽy�Ⱥ���ȱ�ݣ��Լ���Ӱ푅^ܛ�����µĽ��^�����½��Ȇ��}����˱��⺸��ȱ�ݮa�������C�����|������߽��^���܌�������܇�����a���������Ҫ���x. ���ͺ��ӟ�ݔ���Ƿ�ֹ���Ѽy�͜p�ٟ�Ӱ푅^ܛ������Ч;��. ��Ŀǰ�X�Ͻ��������}�_ MIG ���ӹ�ˇ���ԣ�ͨ�^�{�����ӹ�ˇ���͟�ݔ���Dz���ȡ�ģ�����^�͵ğ�ݔ�������δ���������Ⱥ���ȱ��. �������µĵ͟�ݔ�뺸�Ӽ��g���ڱ��C����ǰ���½��͟�ݔ�룬���ǿ��еļ��g����.
����Ŀǰ��������Ҫ�͟�ݔ�뺸�ӹ�ˇ��������^�� CMT ���g��cold arc ���g��cold process �����g��ACCBT ���g���Լ����ȵı����ڽ�����·�^�ɿ��Ʒ�.���� CMT ���g�ǵ͟�ݔ�뺸�ӹ�ˇ�е�ٮٮ��. CMT ���g�Ǹ���˹��˾�� 2002 ���_�l�ɹ���һ�N�͟�ݔ�뺸�ӹ�ˇ. ԓ���g���۵ζ�·�r�Դݔ����������㣬ͬ�r���z�Ļس��\�ӎ����۵�Ó�䣬���F�۵ε����^�ɣ��������w�R�F������˺����^�̵ğ�ݔ��[1 - 5].
�������б��^�˸�����܇�ú���X�Ͻ���Ӷ�� CMT ���ӹ�ˇ���}�_���ӹ�ˇ��ͨ�^���ضȈ������ӽ��^�M�������W���ܵ��M���о�������չʾ�� CMT ���ӹ�ˇ��һ�N����ߺ����|���ĵ͟�ݔ�뺸���·���.
����1 CMT ���ӹ�ˇ������
����1. 1 CMT ���ӹ�ˇ
�����ڂ��y���O��( electrode positive) CMT ���Ӽ��g�Ļ��A�ϣ�����˹��˾�� 2010 ���_�l���� CMT Advanced ϵ�к��C�����F�˘O��׃�Q������ؓ�O�� (electrode negative)�A�θߵĺ��z�ۻ�Ч�ʣ��Mһ�������˟�ݔ��. ��һ�� CMT Advanced ϵ�к��C����ֱ�� CMT������ CMT��ֱ�� CMT �c�}�_����^�ɣ����� CMT �c�}�_����^�ɣ��Լ����}�_�^�ɵȶ�N���� ģ ʽ���M һ �� �� չ �� CMT �� �� �� �g �� �� �÷���.
����1. 2 ���ӹ�ˇ����
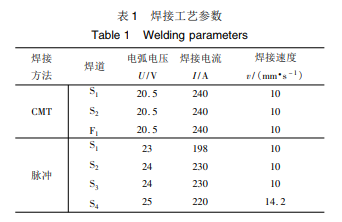
����ʹ�� CMT Advanced ���C�M���� 12 mm �������܇���X�Ͻ��庸��ԇ�քe����ֱ�� CMT �c�}�_����^�ɺ��ӹ�ˇ���}�_ MIG ���ӹ�ˇ�M�к���. ƽ�匦��ԇ�����¿ڼ�����������ʽ��D 1 ��ʾ������ CMT ���ӕr���溸�ɵ������溸һ�����}�_���ӕr�_ V ���¿ڣ��� 0. 75 mm �g߅�������g϶�������ĵ�. ���ӹ�ˇ����Ҋ�� 1 ��ʾ�����o���w���ø�����w�����zֱ�� 1. 2 mm�������ڙC���˹���վ�����.
����2 ���ӜضȈ�
����ʹ�ÜضȈ����c�����Ԅ�ӛ䛃x�� CMT ��ˇ���}�_���ӹ�ˇ�ĜضȈ��M�Мy�������^���� CMT ���}�_���ӜضȈ��IJ�ͬ����. �D 2a ��y���cλ�÷ֲ��D�����Мy���c�ֲ���һ�lֱ���ϣ����y���c�����p�ľ��x�քe�� d1��d2��d3��d4 ��ʾ���y�c A��B�� C �c���x���p�¿�߅���քe�� 5��15 �� 25 mm. CMT ��ˇ�ضȈ��y���r D �c���x���p�¿�߅���� 16 mm���y���}�_ MIG ���ӜضȈ��r D �c���x���p�¿�߅���� 15 mm. �����yԇ�Y���L�Ƶĸ��c�ض��S�r�g׃��������D 2b��c ��ʾ.
�����ĈD 2 �п��Կ�����CMT ���ӹ�ˇ�ضȈ����w�ضȱ��}�_�ضȜضȈ���ֵ��. 4 ���y���c�� CMT ���ӷ�ֵ�ضȾ������}�_����. ���x�¿� 5 mm ̎�Ĝy���c C �c������ CMT ���ӹ�ˇ�r��ߜضȞ� 450. 1 �棬���}�_����ˇ��ߜضȞ� 507. 1 �� . ���x���h�� A �c̎������ CMT ���ӹ�ˇ�r��ߜضȞ� 176. 5�棬�}�_����ˇ��ߜضȞ� 307. 2 �棬��� 130. 7 �� . �ĈD 2 ��Ҳ���Կ������}�_����ˇ�^�̸��y���c�ض������ٶȿ죬�ߜ�ͣ���r�g�L����ֱ�� CMT ���������ٶ������^�����ߜ�ͣ���r�g��. �}�_����ˇ�и��y���c�ķ�ֵ�ضȲ�eС���� CMT ��ˇ��ֵ�ضȲ�e���f�� CMT ����ˇ���p��������Uɢ�ķ���С. �ĜضȈ������������@��������ǰԇˇ����Ҏ���£�CMT ���ӌ��H��ݔ����}�_��ҪС�Ķ࣬���ӽ��^��̎�ض�Ҫ�͎�ʮ�z�϶ȵ��ϰٔz�϶����ϣ��ҷ�ֵͣ���r�g�̣������ڸ��ƺ��p�͟�Ӱ푅^�M��������. CMT �^�̌��ڶ�·�^�ɵĵ�һ�N��ʽ�����γɵ��۵Μض��h�����}�_���ӣ��Ҷ�·���g��������㣬��ĸ�ĵğ�ݔ���С����� CMT �����^�̜ض����w�����}�_��. ���}�_�������γ��۵��^��������۵Μض�Ҳ�� CMT ��ˇ�ߵĶ�. ���� CMT ��ˇ���۵Μضȵͣ���ĸ�ĵğ�ݔ��С�����X�Ͻ���^���ܵĸ����w�F�ڃɂ�����:һ�Ǹ��ƺ��p�M�������ǜp�ٟ�Ӱ푅^ܛ��.
����3 ���ӽ��^���W����
����3. 1 ���ӽ��^Ӳ�ȷֲ�
����Ӳ��ԇ�������H�˜ʡ����ٲ��Ϻ��p�Ɖ���ԇ�—Ӳ��ԇ�—늻������^Ӳ��ԇ(ISO9501. 1:2001)�M��. Ӳ�șz���^��������p����Ӱ푅^��ĸ��. Ӳ��ԇ��x�þS��Ӳ���d�� 4. 9 N���y�c�g�� 1 mm. ���� 12 mm ��壬ԇ��зքe�yԇ���ӽ��^���ϱ��桢�в������±����Ӳ�ȷֲ����y��λ��Ҋ�D 1 ��ʾ�����^Ӳ�Ȝyԇ�Y����D 3 ��ʾ
����.�ĈD 3 �Ќ��ӽ��^Ӳ�ȷֲ��������p̎Ӳ�ȵ���ĸ�ģ�CMT ��ˇ�ĺ��ӽ��^Ӳ��Ҫ�����}�_���ӹ�ˇ�ĺ��ӽ��^Ӳ�ȣ��������ܟ��εĽ��^���g��λ.
����3. 2 ���ӽ��^����ԇ�
�������Շ��Ҙ˜� GB /T 2651—2008�����^����ԇ������Ҏ���M������ԇȻ��������f��ԇ�C�M������ԇ�. ԇ�Y����� 2 ��ʾ������ԇ���������ں��pλ��. ����ԇ��У�CMT ��ˇ���ӽ��^ƽ���������Ȟ� 307 MPa���}�_����ˇ���ӽ��^ƽ���������Ȟ� 312 MPa��CMT �����^���}�_������ 5 MPa�������J��ɷN�����������ȅ^�e�����@.
����3. 3 ���ӽ��^�_��ԇ�
�����_��ԇ�Շ��H�˜� ISO 9016:2001�����ٲ��Ϻ��p�Ɖ���ԇ�—�_��ԇ�M��ԇʹ�� JB30B �͛_��ԇ�C�O��. ���� 12 mm ��匦�ӽ��^��V ��ȱ�ڷքe�_�ں��ӟ�Ӱ푅^�ϣ��_��ԇ�ĺ�Ȟ� 11 mm. ���Л_��ԇ�ӛ_��ǰ������Һ���ƾ���Һ�У����Cԇ�ضȞ� - 40 �� .
������ԇ�Y�����Կ��� CMT ��ˇ���ӽ��^��Ӱ푅^��ƽ���_�����չ�ֵ�����}�_��ˇ���ӽ��^��Ӱ푅^�ě_�����չ�.
�������PՓ����߀���ԅ��������ӹ�ˇ�����Փ���īI
����4 ���ӽ��^�@�M��
������ CMT ��ˇ���}�_���ӹ�ˇ�ĺ��ӽ��^�^�M���M�����^�죬����ԇ������ɰ��ĥ�ƣ��ɴֵ�����Ȼ���Ò���Һ����. ���g���ԇ�Ӳ��ò�˾�@�R�^��.
����ԇ�Y����D 4 ��ʾ. �D 4a �� CMT ��ˇ S2 �����M����ò���ɿ���������������ף��M���ΑB����S��;�D 4c �� CMT ��ˇ S1 �����^�M����ò�����ڽ��v�˃ɴμӟᣬS1 �����M���^�ִ���������Ŀ�p�٣��l�������ܽ�;�D 4e �� CMT ��ˇ F1 �����^�M����ò����ӵ� F1 �����M����鼚С����������������ҷֲ�����. �D 4b ���}�_����ˇ���� S4 �^�M��������͵ĵ��S��֦���M����������ֲ�������. �D 4d ���}�_����ˇ S2 �����M���������@���ܟ����������L. �����}�_����ˇ S2 �� S4 ���p�M�������l�F�ܟ�Δ���ĺ����M���ִ�������������. �D 4f ���}�_����ˇ S1 �����M�������Կ��������ߴ����ִʵ��S����B���������a������׃С.
�����ĈD 4 ���^�M���Č��ȿ��Կ����������Ӷ�����Ӻ��r���}�_����ˇ�r�������Ⱥ������ļӟጧ�¾������@�L���ܟ�Δ�Խ��ĺ����M��Խ�ִ�.
���������J�� CMT ��ˇ���p�M�����@���������� CMT �۵Μضȵͣ��۵��^�ɵ��۳غ��۳ȵ�Һ�B���ٜض�Ҳ�����ͣ���������ǰ�،��H�ض��ݶ�С�������ڳɷ��^��Įa��. �^��^����������ں��p����̎���S���ij��F���s����������L���������p��������^���U����S���^���ҳɷ��^���Խ���κ���Խ���S��Խ��С. �����}�_���ӹ�ˇ�r�������۵Μضȸߣ����H�ض��ݶȴ����ڳɷ��^��l������������^�����ӣ��Ҿ����ִ����ğ���Ӱ푵������е��Ⱥ�����.
����5 �Y Փ
����(1) CMT ���ӹ�ˇ���ӽ��^���W���ܲ������}�_���ӹ�ˇ����Ӱ푅^�ě_���g��������ߣ����ӽ��^��ܛ�������p��.
����(2) CMT ��ˇ�����}�_���ӹ�ˇ��ݔ��С�������Ӷ�����r�������}�_�����@���ƺ��p�M�����U����S���^�����������p�ٌ���Ӱ푅^�����ӽ��^���ܵ�Ӱ�.——Փ�����ߣ�· ��
���������īI:
����[1] Pickina C G��Williamsa S W��Luntb M. Characterisation of the cold metal transfer (CMT) process and its application for low dilution cladding[J]. Journal of Materials Processing Technology�� 2011��211: 496 - 502.
����[2] Ҧ ����Ѧ���飬��˼��. �p�����ϵ͟�ݔ�뺸���¹�ˇ[J].���ӣ�2010(8): 5 - 10. Yao Ping��Xue Jiaxiang��Zhang Sizhang. Welding technology of low heat input for thin materials[J]. Welding & Joining��2010 (8): 5 - 10.
����[3] Zhang Hongtao��Feng Jicai��He Peng��et al. The arc characteristics and metal transfer behaviour of cold metal transfer and its use in joining aluminium to zinc-coated steel[J]. Materials Science and Engineering��2009��499(1 /2): 111 - 113.
����[4] Schierl A. The CMT-process revolution in welding technology[J]. Welding in the World��2005��49(9): 38 - 41.
����[5] Bruckner J. Cold metal transfer has a future joining steel to aluminum[J]. Welding Journal��2005��84(6): 38 - 40.