�l(f��)���r(sh��)�g�����ٷ�����̎��QՓ���g�[��1��
ժ Ҫ�� ժҪ ᘌ������x�^(q��)�ۻ�(SLM)��ˇ����(sh��)��ƥ���Ԍ������|(zh��)����Ӱ푣���������ڲ�ͬ�����ٶȡ���ͬ���跽ʽ���x���M��ˇ����(sh��)�M(j��n)�Ќ�(sh��)�(y��n)�O(sh��)Ӌ(j��)���քe��ӳ�ڲ�ͬ��ˇ����(sh��)�����¼����׃���r(sh��)���۳���ò��������(y��ng)����Ӱ푡�ͨ�^��M��ˇ���еĜyԇ�y(t��ng)Ӌ(j��)ֵ�l(f��)�F(xi��n)���S�����������
����ժҪ ᘌ������x�^(q��)�ۻ�(SLM)��ˇ����(sh��)��ƥ���Ԍ������|(zh��)����Ӱ푣���������ڲ�ͬ�����ٶȡ���ͬ���跽ʽ���x���M��ˇ����(sh��)�M(j��n)�Ќ�(sh��)�(y��n)�O(sh��)Ӌ(j��)���քe��ӳ�ڲ�ͬ��ˇ����(sh��)�����¼����׃���r(sh��)���۳���ò��������(y��ng)����Ӱ푡�ͨ�^��M��ˇ���еĜyԇ�y(t��ng)Ӌ(j��)ֵ�l(f��)�F(xi��n)���S��������������۳؎γߴ�׃���䚈����(y��ng)��ҲԽ������Ҫԭ������������(sh��)������r�£�����ʴ����ܶ�������ͬ�Ӻ��c�����£��ض��ݶ������۳ض����ߡ��۳سߴ������@��(d��o)�³��μ����ڕr(sh��)����A�Ǽ������g���^�Ķ��a(ch��n)���^��ᑪ(y��ng)��������(y��ng)�ij��μ���s���̺�����(y��ng)���^�����Ԍ�(sh��)�H��(y��ng)���У�ͨ�^�����O(sh��)Ӌ(j��)ƥ��Ĺ�ˇ����(sh��)���Եõ��^�õ��۳؎μ��^�õĜض��ݶȷֲ����Ķ��pС�ᑪ(y��ng)�����M(j��n)���pС������(y��ng)��ֵ���õ��^�õ� SLM ��ˇ�����|(zh��)����
�����P(gu��n)�I�~ �����x�^(q��)�ۻ�;��ˇ����(sh��);�۳���ò;������(y��ng)��
����1 �� ��
�������ټ����x�^(q��)�ۻ�(Selective laser melting, SLM)ͨ�^���������ۻ���ĩ���w����[1]�������䪚(d��)�صij��������c��(y��u)�ݣ��������چμ�С�����y�ӹ��������Խ��Խ�V���đ�(y��ng)������[2,3]���� SLM ��ˇ����(sh��)���a(ch��n)Ʒ���ܾ���ֱ�ӵ�Ӱ푣������ǹ�ˇ����(sh��)֮�g��ƥ��Ҫ����^�ߣ���t��(hu��)�������ܲ�����^�Y(ji��)��(g��u)�����ܶȡ����W(xu��)���ܡ������γ�����ȱ�����϶[4]���N��[5]���Ѽy[6]�����`��[7-8]�ȣ���(d��o)�³��μ��|(zh��)�����ͻ����ʧ��������Ŀǰ SLM ��(y��ng)���й�ˇƥ���x�����y���ܶ����a(ch��n)��(y��ng)������Ҫ����{(di��o)��ԇ�(y��n)����(sh��)�������y��ƥ�䵽���m�Ĺ�ˇ���ж��ŗ�ԓ���칤ˇ����������īI(xi��n)[9]ָ��Ӱ푮a(ch��n)Ʒ���ܵĹ�ˇ����(sh��)�� 130 ����(g��)��������Ҫ��Ӱ푅���(sh��)�м���ʡ������ٶȡ��Ӻ��������ʡ������ 5 ��(g��)���о��l(f��)�F(xi��n)���@Щ��ˇ����(sh��)��ƥ�����ȕ�(hu��)�γɲ�����ĜضȈ���Ȼ��a(ch��n)���^��ض��ݶȶ������^��ᑪ(y��ng)�����(n��i)��(y��ng)��������(y��ng)������s���̺隈����(y��ng)�����@��һ�����ȱ�ݵ���Ҫ����Ŀǰ�����P(gu��n)��ˇ����(sh��)�x���䌦��(y��ng)�Ļ������W(xu��)�����о������^����(b��o)��������ˇ����(sh��)����(y��ng)�������۳ؠ�B(t��i)���䌦��(y��ng)�ğᑪ(y��ng)��Ҏ(gu��)����Ȼ�����ʡ�
��������(n��i)�W(xu��)��ꐹ�ϼ��[10,2009]��(sh��)�(y��n)�����˼���ʡ������ٶȡ�����ʌ� SLM ���ͼ�����ֲڶȵ�Ӱ푣��õ�����ʌ���Ӱ������ 30%���ұ���ֲڶ�ֵ��С������[11,2012] ͨ�^��(sh��)�(y��n)�о��� 316L ��ĩ���܌������Ե�Ӱ푣��(y��n)�C�˻�Ϸ�ĩ������С�� SLM �����Ը��á�����[12,2016]�� SLM 316L ���P䓽M���M(j��n)�����о����S������ʵ���u����ȱ�ݺ��Ѽy�����@�p�٣����ܶ���u��ߡ����S�������ٶȺ͒����g�����u�������Ѽyȱ���_ʼ���࣬���ܶ���u���͡��Z�̳�[13,2018]ͨ�^��(sh��)�(y��n)�(y��n)�C 316L ���P� SLM ��ˇ�ļ���ʡ�����ʡ����跽ʽ���x���ڼ����������� 30%���Ғ��跽ʽ���D(zhu��n)׃��ӹ���ԇ�ӽM������(x��)�ܡ��S����[14,2018] �о��˼���ʡ������ٶȺ͒����g��ȹ�ˇ����(sh��)�� TC4 �Ͻ��ĩ�� SLM ���μ����|(zh��)�����^�M�������W(xu��)���ܵ�Ӱ푣���(sh��)�(y��n)�õ��^��(y��u)��һ�M��ˇ����(sh��)��
��������W(xu��)�߶���(sh��)Ҳ��ͨ�^��(sh��)�(y��n)�о� SLM ��ˇ����(sh��)���x��ͬ�r(sh��)���ڹ�ˇ����(sh��)�µğᑪ(y��ng)�������_ʼ�Lԇ�� Wu et al.[15,2014] ��(sh��)�(y��n)�о��� 316 L ���P���Pʽ����u��e��������(y��ng)����Ӱ푣����ұ��^�˲�ͬ���ʺ͒����ٶȵ�Ӱ푣��õ���eԽ��(y��ng)��Խ��Liu et al.[16,2016] ͨ�^��(sh��)�(y��n)�о��� SLM ���νM���͚�����(y��ng)�����Y(ji��)����������ͬ���������ٶ�Խ����������(y��ng)��Խ����܉�EԽ�L��������(y��ng)��Խ��ȡ�Yan et al. [17,2017] �о��� H13 ���κ�����^�ߵĉ��s������(y��ng)�����c�����ĩ���e��s�������P(gu��n)���r(sh��)�gԽ�L������(y��ng)��Խ��Zaeh et al. [18,2010]������һ��ʮ�ӵ�ԇ�ӣ��ķN������Ԍ��ضȈ��͚�����(y��ng)����Ӱ푡�Vastola et al.[19,2016]ͨ�^ FEM ����@���˹����ߴ磬��ĩ�ܶȣ������A(y��)�ጦ��(y��ng)����Ӱ푣����õ������A(y��)��ɴ������ SLM ������(y��ng)��������ģ�͞� 2×1.5×0.65mm��һ������܉�E��Somashekara et al. [20,2017]��������Ԫ APDL �Z�Ԍ����N��ͬ��䷽ʽ��һ�������p�z�����M(j��n)���˔�(sh��)ֵģ�M����ͨ�^ XRD ��(sh��)�(y��n)�(y��n)�C�����Nģʽ�Ě�����(y��ng)�������c����Y(ji��)���M(j��n)���˱��^���M�ܴ����^����`�����������ṩ�������A(y��)�y��
�����ɴ˿�Ҋ����ˇ����(sh��)���о��Ć�һ����(sh��)�������l(f��)չ���������(sh��)��Ϸ�����������(y��ng)������Ҳ�Č�(sh��)�(y��n)�о��Y(ji��)�ϵ����淽������Ŀǰ��(sh��)�(y��n)�о���ˇ����(sh��)�����μ��đ�(y��ng)��Ӱ푣��]��ϵ�y(t��ng)�Ľo��������(sh��)��Ӱ�Ҏ(gu��)�ɣ�ֻ�dž�һ�Ŀ��]��ijһ�N���أ����߶���(g��)����(sh��)�����һ���M(j��n)�Ќ�(sh��)�(y��n)���õ������^�����ĎM��ˇ����(sh��)�Ļ\�y(t��ng)���������Ԍ�����(g��)��ˇ����(sh��)�����P(gu��n)��Ӱ�ȱ��ϵ�y(t��ng)Ҏ(gu��)�ɣ�ֻ�����Č�(sh��)�(y��n)�������x���^��(y��u)��һ�M��ˇ����(sh��)����������ķ��������(g��)����(sh��)�քe������Ӱ푵������P(gu��n)ϵ��������Ԫ��������Ŀǰ�ķ���ģ�;W(w��ng)��ִ���ģ�͵Čӵ���(sh��)���ޣ�һ������y�M(j��n)�жˇ����(sh��)��ƥ����棬��һ�������ԇ��Ӌ(j��)�㾫�ȵ�Ҳ�����^���(zh��n)�_�ķ���(y��ng)��ˇ����(sh��)�Č�(sh��)�H��������Ӱ푡�
�������ڴˣ���������ͨ�^�ֽM��(sh��)�(y��n)�������� SLM ���ε��P(gu��n)�I��ˇ����(sh��)������ڲ�ͬ�����ٶȡ����跽ʽ�£��M(j��n)���ˌ���(y��ng)��ˇ����(sh��)�� SLM ԇ���Ƃ䡣���քe������ʅ���(sh��)�Ķ���(g��)ԇ�Ӱ��ݶ��M(j��n)�ж��� XRD ������(y��ng)����(sh��)�(y��n)�y���������۳���ò������ʵĜضȈ�ģ���M(j��n)������Փ�������Ķ��錍(sh��)�H���a(ch��n)�ṩ��Փ���b��
����2 ��(sh��)�(y��n)����
����2.1 ���η�ʽ����ˇ����(sh��)
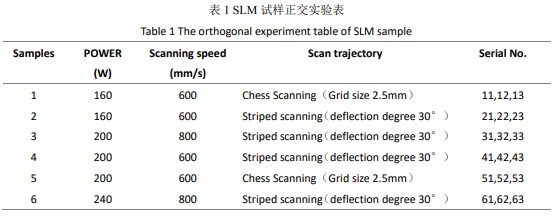
����ԇ���Ƃ���� SLM �����O(sh��)�� SLM 280��316L ���P䓷�ĩ�����ĩ�w����D 1 ��ʾ���w���ȼs�� 20-50 μm���� SLM ������Ҫ��ˇ����(sh��)��� 1 ��ʾ���������ʅ���(sh��)�քe���䲻ͬ�Ĺ�ˇ�����ٶȡ����跽ʽ����ʹ��(sh��)�(y��n)�Y(ji��)���������m�ԣ����M�������M��׃����(sh��)�Ĺ�ˇ��������������(sh��)�O(sh��)�Þ飺�Ӻ�y(t��ng)һ�� 50μm���������� 20%�����ֱ�� 0.1mm������������ 0.7�������ʼ�ضȞ��Ҝء�����κ��ԇ���Bͬ������D 2 ��ʾ�����˱��C���m(x��)�y���Y(ji��)���Ŀɿ��ԣ�ÿһ�M����(sh��)��ԇ�ӷքe������(g��)���美̖(h��o)�� 21��22��23 ��ˇ����(sh��)��ͬ��ÿ�M����(sh��)�µ�ԇ���ЃɷN�Y(ji��)��(g��u)��ʽ�����Ѓɂ�(g��)ԇ�Ӟ� 6×4×2(mm)��һ��(g��)ԇ�Ӟ� ��5×2(mm)��
����2.2 �yԇ����
����ԇ�ӵ��^��ò�yԇ���� HIROX KH-1300 3D ��W(xu��)�@�R��������ν����M(j��n)���۳���ò�ɼ�(�D 3 �� XOZ ƽ��)����(y��ng)���yԇ��(sh��)�(y��n)���� XSTRESS3000 X �侀������(y��ng)�������x��Mn �С����˱��Cԇ�ӳ��κ�����(y��ng)������Ӱ푣����Ҍ����κ�ᑪ(y��ng)������(y��ng)��һ���ԣ�ԇ���ڻ����ϳ��κ�ֱ�Ӝyԇ�������ˑ�(y��ng)����ጷ��c׃������D 4 ��ʾ�yԇƽ�_(t��i)���yԇƫ�D(zhu��n)�Ǐ� 20º-160º��������}ˮ�Ԅ�(d��ng)���g������ԇ�ӷքe�ı��������Ӝyԇ(�D 3 �� XOY ƽ��)��ÿ�g��Ӻ� 0.1mm ���xһ�ӣ������ӣ���ÿ��(g��)ԇ�ӏ��ϱ������¹�Ӌ(j��)�߂�(g��)�y�c(di��n)����yԇ����������(bi��o)�����(bi��o)ӛ��D 3 ������(bi��o)ӛ��ÿ��(g��)ԇ��������λ���M(j��n)�Мyԇ������(f��)�yԇ 3 ��ȡƽ��ֵ���鮔(d��ng)ǰ�ӵĚ�����(y��ng)��ֵ����ͬһ�y�c(di��n)�� 0º(X ��)�c 90º(Y ��)�н��Ƶ�Ҏ(gu��)��[16]�����Ա��Ķ��c(di��n)���Ӝyԇֵ��Ҫ�� 0º ����(y��ng)���M(j��n)�нy(t��ng)Ӌ(j��)��
����3 ��(sh��)�(y��n)�Y(ji��)���������ӑՓ
�������κ��ԇ�ӣ�ÿ�M������(g��)ԇ�ӣ����и�ȡ������һ��(g��)�M(j��n)�����۳���ò�^��(��̖(h��o)�� 11,21��……A1)�������ɂ�(g��)���Kԇ���ڻ�����ֱ���M(j��n)�К�����(y��ng)���yԇ����yԇ�Y(ji��)������Ӱ푳̶ȷքe�������¡�
����3.1 ����ʌ������۳ص�Ӱ�
����ͨ�^�����M����(sh��)��ԇ�ӵĽ��淽����۳���ò�D 5 ��Ҋ�����^�ϸ�����(sh��)ԇ�ӵ��۳ض����S�����ӳ����^�̶��۷e���~�[��ֲ��������۳؎δ�С����^���@������(j��)��ͬ�����ֵ�ķֽM��1 ̖(h��o)�c 5 ̖(h��o)���ȣ� 2 ̖(h��o)�c 4 ̖(h��o)���ȣ� 3 ̖(h��o)�c 6 ̖(h��o)���ȣ��ԈD 5(a)ԇ�� 1 �͈D 5(e)ԇ�� 5 ����������ͬ�Ē����ٶȺ͒��跽ʽ�£���ԇ�� 1(160W)�۳�ֱ���ߴ�s�� 100um��ԇ�� 5(200W)���۳�ֱ���ߴ�s�� 180um���ҏ������DƬ������ԇ�� 5 ���۳؎����@����ԇ�� 1 ���۳ش�С��ͬ�r(sh��)���Ɍ�(sh��)�(y��n)�ɼ��ĈD 5(b)��(d)��(c)��(f)�Č��ȣ�Ҳ�������@�õ������ʴ��ԇ���۳؎��ڃɽM�����ٶȡ��ɽM���跽ʽ�¶�����С����ԇ�ӣ������ԇ�ӾC�ό��ȣ��۳�ֱ�� R240W>R200W>R160W�����⣬�S���۳�ֱ����������ԭ�O(sh��)�õĒ����g��ļ��������ѽ�(j��ng)�S�۳�ֱ����С�l(f��)���˸�׃������׃���۳ص�ֱ��׃����伤����������(y��ng)׃��
����3.2 ����ʌ�������(y��ng)����Ӱ�
�����������P(gu��n)������µĚ�����(y��ng)�����^��Ҳȡ�@��������(sh��)���քe����(y��ng)�� 1 �� 1 ̖(h��o)�c 5 ̖(h��o)���ȣ�2 ̖(h��o)�c 4 ̖(h��o)���ȣ�3 ̖(h��o)�c 6 ̖(h��o)���ȣ��䰴���Ӹ߶Ȍ���(y��ng)�Ĝyԇ�Y(ji��)���քe���Ƚy(t��ng)Ӌ(j��)��D 6(a)(b)(c)��ʾ�������D�� X ����(bi��o)��ı���� 2.0 �߶�λ�������g�� 0.1mm����Ӌ(j��)�߂�(g��)�y�c(di��n)�y(t��ng)Ӌ(j��)�ڈD�С�Y ����(bi��o)��ӳ��(d��ng)ǰ�y���Ӛ�����(y��ng)���Ĝy��ƽ��ֵ����(ÿ��(g��)��ȡ 3 ��(g��)�y�c(di��n)�y����Ҋ�D 3 �И�(bi��o)ӛ��ȡƽ��ֵ���鮔(d��ng)ǰ�ӵĚ�����(y��ng)��ֵ)��
�����ĈD 6 �ı��^�Y(ji��)����Ҋ���������ȅ���(sh��)��ͬ�r(sh��)���]�����Μy��ֵ��ƽ��ֵ��������ƫ��y(t��ng)Ӌ(j��)���D 6(a)ԇ�� 1 ��ԇ�� 5 ������ͬ���ٶ� V=600mm/s����Pʽ����·�������ʷքe�� 160W �� 200W����ԇ�� 5(200W)������(y��ng)�� 7 �Ӝyԇ�c(di��n)��ֵ������ԇ�� 1(160W)���c(di��n)��ֵ���M(j��n)һ���ɈD 6(b)��Ҋ������ͬ���ٶ� V=600mm/s ����ͬ�ėl�yʽ���跽ʽ�£���ԇ�� 4(200W)������(y��ng)�����ӵĜyֵ������ԇ�� 2(160W)��ֵ��߀�ЈD 6 (c)������ͬ���ٶ� v=800mm/s ����ͬ�ėl�y���跽ʽ�£���ԇ�� 6(240W)������(y��ng)�����ӵĜyֵ������ԇ�� 3(200W)��ֵ���ɴ˿��Եõ�һ��(g��)һ����Ҏ(gu��)�ɣ���������ˇ����(sh��)��ͬ�ėl���£��^��ļ���ʮa(ch��n)���� SLM ���Κ�����(y��ng)��Խ�������M���ʌ��ȵĚ�����(y��ng)����ԇ�ӵĶ���ƽ��ֵ�侀�D 7 ��Ҋ�����ԇ�ӾC�ϱ��^�£�����Խ����(y��ng)�Ě�����(y��ng)������(y��ng)�^��
����3.3 �����Ӱ푵������W(xu��)����
���������M����(sh��)����(y��ng)���۳؎γߴ��cƽ��������(y��ng)�����Ƚy(t��ng)Ӌ(j��)��� 2����Ҋ����ͬ������ڲ�ͬ�ą���(sh��)��ʽ�¶��������׃��Ҏ(gu��)�ɣ��@����C���ˌ�(sh��)�(y��n)�Y(ji��)����һ���ԡ�
����4 �Y(ji��)Փ
����ͨ�^��� SLM ��ˇ����ʵ��Ƃ估�yԇ��(sh��)�(y��n)�������M��ˇ����(sh��)����(y��ng)���۳���ò�c������(y��ng)����Ӱ�Ҏ(gu��)���M(j��n)���˷��������˱��摪(y��ng)�������(zh��n)�ԣ�ԇ���ڻ�����ֱ���M(j��n)���Ԅ�(d��ng)���g���ӵĚ�����(y��ng)�� XRD �yԇ���Y(ji��)���@�D����۳سߴ�������� SLM ��Ҫ��ˇ����(sh��)��Ӱ��M(j��n)�Ќ��ȷ�������Ҫ�Y(ji��)Փ�У�
����1 �����Խ�����ܶ�����λ�w�e�Ĝض��ݶ����ӣ��ض��^�ߣ��γ��۳���ò�ߴ��^��Ӱ����۳صČ�(sh��)�H����ʡ�
����2 ������(y��ng)���������۳ضȺ��۳ش�С���۳��Ԡ���^��ض��ݶȌ�(d��o)�£�����ʴ�t����(y��ng)��ԇ�Ӛ�����(y��ng)��������(y��ng)��ͨ�^������ˇ����(sh��)ƥ�������Ч�pС����(sh��)�H SLM �����и���(j��)��ĩ���ό��ԣ����_(d��)���۳��Ԡ��(sh��)�酢���M(j��n)�к�����ˇ����(sh��)�O(sh��)Ӌ(j��)��
����3 �ڝM����ό��Ե��۳ؗl���£�SLM ��ˇ����(sh��)�O(sh��)Ӌ(j��)�M�����x���^�͵ļ���ʣ���ߒ����ٶȣ��s�̒���܉�E��ֻҪ����(sh��)�ƥ���_(d��)�����ϵ��۳ض��ݶȺ������Ͳ�������(y��ng)���^�����ȱ�ݣ�Ҳ�����������ڲ����M���ȬF(xi��n)��——Փ�����ߣ�߅�ଓ 1*�������� 2