�l���r�g�����ٷ�����̎��QՓ���g�[��1��
ժ Ҫ�� ժ Ҫ�������A��Ϳ�ӷ����ڻ��� 45 䓱����A�ý��� Ni60+WC ��ĩ��ͨ�^ԇ���ò�ͬ�ļ��ˇ�����@�ò�ͬ���۸��ӣ����M�Ѕ��������� ������W�@�R��������R��Ħ��ĥ�pԇ�C�Ȍ������۸��ӵĺϽ�Ԫ�طֲ����M���Y����ĥ�p���Ե��M����ϵ�y���о��� �Y���������x
����ժ Ҫ�������A��Ϳ�ӷ����ڻ��� 45 䓱����A�ý��� Ni60+WC ��ĩ��ͨ�^ԇ���ò�ͬ�ļ��ˇ�����@�ò�ͬ���۸��ӣ����M�Ѕ��������� ������W�@�R��������R��Ħ��ĥ�pԇ�C�Ȍ������۸��ӵĺϽ�Ԫ�طֲ����M���Y����ĥ�p���Ե��M����ϵ�y���о��� �Y���������x���w�e�֔��� 50vol%�����Ȟ� 1 μm �� WC �ͺ�Ϳ�ӣ����Ã����Ĺ�ˇ�������õ����۸��ӣ�����ĥ�����Ǵ�� 45 䓵� 7 ������ Ni60 Ϳ�ӵ� 5����
�����P�I�~�������۸�; WC �w��; Ni ���Ͻ�;��ˇ����; ��ĥ����
���������۸���һ�N���͵ı��揊�������� �����ø߹��ʡ��������ܶȵļ����������Ͻ��ĩ���մɷ�ĩ�c���w����Ѹ�ټӟᲢ�ۻ��� �������_�������s���γ�ϡ��ʘO�͡��c���w���ϳ�ұ��Y�ϵı���Ϳ�ӣ��Ķ��@�����ƻ��w�������ĥ�����g���͟ᡢ��������늚����Եȡ� Ni ���Ͻ��۸��������^��Ӳ�ȡ� �ߜ���ĥ�Ժߜ����g�ԣ� ���V�������������ұ��ʯ�����Cе���I�� WC �մɾ����^�ߵ�Ӳ�Ⱥͻ��W�����ԣ� �c懵Ƚ����γɽ����մɏͺϲ���(Ӳ�|�Ͻ�)���������������ߡ���ĥ�㲿���ȡ� Ȼ����WC Ӳ���࣬�����ܟ�r�ֽ⡢�ܽ⼰������ʹ���۸����� WC �w�e�֔������ƣ���������Ϳ�Ӵ����Ѽy��ȱ�ݣ������������˼����۸� WC-Ni ���Ͻ�Ϳ�ӵđ���[1]��
�����������Ҫ�Q���������Ĵ�С�� �Ķ�Ӱ��۸��ӵĠ�B�� �x������Ӱ푾������Ĵ�С������ƽ���ȣ����g�g����Ҫ�Q������ƽ���ȣ������ٶ�Ӱ푾�����������ͨ�^�������Ϲ�ˇ�������@���˱���ƽ��������۸���;WC �����Ⱥ��w�e�֔��Q�����۸��ӵ�Ӳ�ȼ���ĥ�p���ܣ�ͨ�^���� Ni60(NiCrBSi) + WC ��ȣ��@���˽���Y�����á��ɷ־������ĥ�p���܃������۸��ӡ�
����1 ԇ���ϡ��O�估��������
����1.1 ԇ����
����WC �w��ԭʼ��ĩ�����Ȟ� 1��5��20μm�� 45 䓻��w�ijߴ�� 45mm×25mm×3mm�� �����ñ�ͪ��ϴ���w���ٲ��� 100 Ŀ�������M�Ї�ɰ̎������ɰ�ǶȞ� 90°(��ֱ��ɰ)�� ��ɰ�ꮅ�� ���ñ�ͪ��ϴ��Ŀ���������ͺ�Ϳ���c���w�ĝ����ԡ�ճ�Y���� 5%����ϩ��ˮ��Һ�� ���������ϩ������ˮ�У�ˮԡ�ӟᵽ 90�棬���� 2��3 h�������ܽ⣬�����F����������Һ�w�� �����w�A�ᵽ 400�����Ҟ��ˣ��@�ӻ��w������ò�ã��ֲ������»��w�������@�L�� ���õ����M�К��w���o���@���۳������������pС��WC �ֽ�� C �Ͳ����� O �Y�ϣ� �����˚���γɣ���ĥ������ߡ� Ni60 ���� WC �w�����۸����� WC �w������ԭ������ò��Ni60 �ܽ��֣� �c���w����_��ұ��Y�ϡ� Ni60 ���� WC�������۸�����ĥ����[1]��
����1.2 ԇ��O��
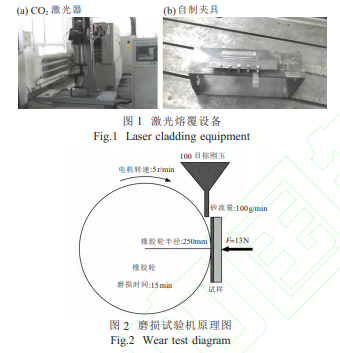
���������۸��O��Ҋ�D 1�� ���� CO2 �����������ƊA�ߡ� ĥ�pԇ�Cԭ��DҊ�D 2��ĥ�p����Ҋ�D�И�ע��
����1.3 �����۸���ˇ����ԇ�
���������M�л��w̎���� �����и�ӹ��õ�ԇ���M�Ї�ɰ̎����Ȼ�����ñ�ͪ�M�в��á�Ŀ����Һ�B���۸��Ӻͻ��w�܉��M�кܺõĝ��� �M���_���^�õ�ұ��Y�ϡ�
�������� 5%����ϩ��ˮ��Һճ�Y���� ���������ϩ������ˮ�У��ӟᵽ 90�棬���� 2��3 h ���ɡ� ����ԇ�����A��Ϳ�ӷ��� �� 5%����ϩ��ˮ��Һ�c�ͺϷ�ĩ��֔������ Ȼ�����ܛëˢ����ˢ���ʂ�ĺõĻ��w�ϣ�ÿ�ζ��ô��L�C���ɺ���ˢ����s���^ 30 �����Ҳ����_�� 600��800μm �ĺ�ȡ� ͨ�^����Ϳˢ�l�F�����_ʼ�r���ͺϷ�ĩ�;���ϩ��ˮ��Һ�w�e�Ȟ� 1��1������ 1��2�����g�B�m׃��������ˢ���@��ˢ�����ı���ƽ�����ɷ־���Ч���^�á�
�����������E��ɺ�ԇ���� 100���º�� 4 h��ˮ�����l��
��������һ�� WC ���Ⱥ��w�e�֔���Ϳ�ӣ�ĥ�p���S����ʵ�׃����� 1 ��ʾ��������ʵ͕r��Fe Ԫ�ز����ںϽ��۸��ӣ�ϡ��ʵͣ�WC �w�e�֔��������^�࣬��ĥ�p��С���mȻ���ʵ�Ħ��ĥ�p���Ժã��������ڼ���ʵͣ����ܵõ����õ��۸��ӱ��档�����۸������յğ����ͣ��۸����c���w�����γ����õĽY���档 ������^�ߕr��Fe Ԫ�������ϸ���ϡ��ʴ�����ӡ� ���⣬WC �ܟ�ֽ⣬�a����ף������۸��ӳɷֲ�����WC �w�e�����ͣ����۸�����ĥ���ܲ ��ˣ����x���m������ʣ�һ����f������ʑ��� 1.8��2.0 kW ���ˡ�
����ĥ�p���S�������ʵ�׃����� 2 ��ʾ�� �����ٶȵ͕r���۸��ӽ��ܵğ�ݔ��࣬���wԪ���M���۸��ӣ�����ϡ������ӣ��M��������ĥ���ܡ����⣬�^�͵Ē����ٶ�����������^��ğ�ݔ ����� WC �ֽ⣬��KҲ�ǽ���ϡ��ʣ��Ķ���ĥ���ܽ��͡� �����ٶ��^�ߕr�������۸��ӳɷֲ����� �������F���^�ϵIJ��B�m�� ��ˣ� һ���x������ٶȞ� 200�� 300mm/min ���ˣ� �@�r���ܱ��C���m�ğ�ݔ�룬���ܱ��C�۸������õ��|�������^����ԇ�l�F�������е�ƫ�ֵķ�ĩ�� �^������ą����飺 ����ʞ� 1.8 kW���x������+16.5 mm�����g�g���� 1.8 mm�������ٶȞ� 200mm/min�� ���ڼ��ۣ��^���m�ĽM�����飺����ʞ� 2.0 kW���x������+22.5 mm�����g�g���� 2.2mm�������ٶȞ� 300mm/min��
�������ڲ�ͬ WC ���� (1��5 �� 20μm)�� �S�� WC �w�e�֔������ӣ�ĥ�p�����Ƴʾ��ԜpС������ĥ�p�������ӡ� ��ˣ�Ҫ��һ���̶������ WC ���w�e�֔����Ķ��������ĥ�p���ܡ� ���ǣ��S�� WC �w�e�֔��IJ�����ߣ�ԓ����������Сֵ�� �� WC �w�e�֔��^�ߕr����ĥ���ܷ������ͣ�ԭ����Ϳ�Ӵ��������� �� Ni60 ��������Ҳ������Ϳ��ճ�Y�Բ��ã���ĥ�pԇ�r WC ��ƬÓ�䡣 ���S�� WC �w�e�֔������ӣ� ��ĥ�p���������� ��p���� ���w �e�֔���50vol%�r���F�O��ֵ���@�r��ĥ�p�������
����1.4 �۸������ܱ���
����������������Ѽ����۸���ˇ��������� WC �w�e�֔�������ͬ���ȵ� WC+Ni60 Ϳ���M��ԇʹ�Ò�����R SEM ����ĥ�pԇ�ʧ�،��۸����^��ò����ĥ�����M�б�����
����2 ԇ�Y��������
����2.1 �Y���� SEM ��ò�^�켰����
�������w�c Ni60 �Ͻ��ĩ�۸�����òҊ�D 3�� �ɈD��Ҋ���w�c Ni60 ��ĩ���^�����۸���ĽY�Ͻ�����ò���������_��ұ��Y�ϡ�
����2.2 ���w���漤���۸� Ni60+WC �ͺ�Ϳ�ӷ���
����懻��Ͻ��� �����˘O�� ��ĥ������ WC �w����һ���棬WC �w�����ܽ�������Ϳ�ӵĹ������Լ����������^���й���̼����ĵڶ��������� ��һ���棬 δ�۵� WC�w�������Լ�����̼����Ȍ�Ϳ �� �M �� �� ֦ �� �� �� �� �M �� �� �� �� �� �� �� �� ʹ Ni60+WC Ϳ�ӵ���ĥ�����@���� Ni60 Ϳ�ӡ� �������^��� WC(�w�e�֔� 50vol%) �r���@ЩЧ��Խ���@�� ���⣬��cⒻ��Ͻ��g�������õ������ԣ�懰� WC �c懻��Ͻ�֮�g�����ܽ��c�UɢҲʹ�� WC �c���w�۞�һ�w�� ������ WC �c���w�Ͻ�ĽY�ϣ�ʹ WC �w����ĥ�p�^���в���Ó�䣬�� Ni60 ��ĩ�İ�������Ҳʹ WC�Ě��������@����[2]��
�����D 4 �鲻ͬ WC ���ȵ��۸��ӱ�����ò�� ���^Ԫ�ط����_�J�� ��ɫ�w�����δ�ۻ��� WC �w���������� WC �w���܇��ĺ�ɫ���֞��ۻ��� Ni60 �Ͻ��ĩ����ɫ���֞�̼䓻��w�� Ni60+WC �����۸�ԇ�r��Ni60 �Ͻ��ĩ��ȫ�ۻ��� �� WC ����ȫ�ۻ��� ֻ�������^���ķ�ĩ�l���ۻ��� �۸��������в��� WC �w��δ�ۻ���������ԭʼ�w��� ������е�ƫ�� WC �w���۸��ӣ����� WC �۸����� WC �w���ֲ����Ӿ���懻��Ͻ��ĩ���� WC �����܌����۸��ӏ��g��Ҳ���ѡ�
����2.3 ��ͬ���� WC+Ni60 �Ͻ�Ϳ����ĥ�p���ܱ���
������ 3 ���w�e�֔��� 50vol%�r��ͬ WC ����ĥ�p���� �ɱ��Д�����֪�� ��ͬ�� WC ���Ⱥ��� ͬ(50%) �w�e�֔��У� �����Ȟ� 1μm�� �w�e������ 50vol%�ďͺ�Ϳ�ӣ�����ĥ����á� һ���棬�^���w���� WC �� Ni60 ��ĩ�������^�܌��� ��ĥ�pԇ�r����̫������������w����Ó�䣬ĥ�p�r�ܵ��ļ�����������С�w���� WC ���f�^С�� �෴�����w���� WC �����^��֮ Ni60 �������܌��������^��� WC ��ĥ�p�r������ĥ��ĥ�p�ęC�Ƅ��䣬������ĥ�p���ܲ��á� ��ˣ��^���w���� WC ��ĥ�p���������^� ��һ���棬���^С�w���� WC ���ɵďͺ�Ϳ�������ڴ��w���� WC Ϳ�ӣ� ���g���^�ã������۸��r���ڿ����䣬�ᑪ���^���^С�w���� WC �����g�Ժã� �����ڃȑ���ጷŶ������a���Ѽy�������۸��ӽM���������ܣ���ĥ�p�����^��[3]�� ���Ȟ� 1μm �w�e������ 50vol%/WC+Ni60 �����۸��ͺ�Ϳ����ĥ���ܴ�s�Ǵ�� 45 䓵� 7 �����Ǽ����۸� Ni60 Ϳ����ĥ���ܵ� 5 ����
����3 �YՓ�cչ��
����(1) WC �w�e�֔��� 50%�r�� �۸���ĥ�p���S�� WC ���ȵ����Ӷ����ӡ� ԭ���Ǯ� WC �������ӕr���۸��ӵ�Ӳ���ԃA������ĥ�p�r��ĥ��ĥ�p������WC �w���ɉKÓ�䡣
����(2) �ı�����ò�����������е�ƫ�ֵķ�ĩ���^������ą����飺 ����ʞ� 1.8 kW�� �x������+ 16.5 mm�� �� �g �g �� �� 1.8 mm�� �� �� �� �� �� 200 mm/min�� ���ڼ��ۣ��^���m�ą����飺����ʞ� 2.0 kW���x������+22.5 mm�����g�g���� 2.2 mm�������ٶȞ� 300mm/min��
����(3) ���^��ͬһ�w�e�֔� 50vol%����ͬ WC ���ȵďͺϷ�ĩ�����^�����۸���ĥͿ�ӣ��� WC ���Ȟ� 1μm �r���۸��ӵ���ĥ������ã�����ĥ�����Ǵ�� 45 䓵� 7 ������ NiCrBSi �� 5 ����
����(4) �����Ԍ��� WC+�{�� WC �Ķ����ȏͺϷ�ĩ�M���о��� �������� WC ����ɱ��C�۸��ӵ�Ӳ�Ⱥ���ĥ�p���ܣ��{�� WC �ļ����������۸��ӵ��g�ԣ��������ܴ�����������ԣ��ͺϷ�ĩ����ĥ���ܕ����^������[4-5]��——Փ�����ߣ������
���������īI:
����[1] ꐕ���������������ïʢ����.�� �� �� �� �� �� NiCr/Cr3C2-WS2- CaF2 �ͺϲ���Ϳ��[J].���ϟ�̎��W��2012��33(10)��21-25.
����[2] �ィ�£����º⣬�S�_��.�����۸� Ni ��-�{�� WC �����մ�Ϳ�ӽM�����ɻ���ĥ�p����[J].��ӹ���ˇ��2010��39(2)�� 47-49.
����[3] ����ƣ���A�x���R������.�����۸�-�{�� WC �ͺ�Ϳ�ӵĸ�Ħ��ĥ�p����[J].���ٟ�̎����2006��31(z1)��146-148.
����[4] ����.�����۸�懻�̼���uͿ�ӽM���c�����о�[D].���: ��I��W��2015.
����[5] �R��|�����|�����S����.���Y̼���u���������۷�Ϳ����ĥ���о�[J].�����c�ܷ⣬2016��41(6)��1-3