�l(f��)���r(sh��)�g�����ٷ��(l��i)�����̎��QՓ���g�[��1��
ժ Ҫ�� ժҪ: ���� DEFORM ����Ԫܛ����(du��)ij��̖(h��o)�p���{(di��o)�ĝL���S����Ȧ�Б�(y��ng)����M(j��n)��ģ�M������푑�(y��ng)���淨��(du��)��ˇ����(sh��)�M(j��n)�Ѓ�(y��u)����������(j��)��(y��u)����ˇ����(sh��)�õ�����̎��ǰ��L�����ĺ��ܷ�۵״�Ӳ������Լ��L�����Ĵα��暈������(y��ng)�����Y(ji��)������: ����푑�(y��ng)�����܉�ܺõ�?c��i)M����Ȧ�Б�(y��ng)��
����ժҪ: ���� DEFORM ����Ԫܛ����(du��)ij��̖(h��o)�p���{(di��o)�ĝL���S����Ȧ�Б�(y��ng)����M(j��n)��ģ�M������푑�(y��ng)���淨��(du��)��ˇ����(sh��)�M(j��n)�Ѓ�(y��u)����������(j��)��(y��u)����ˇ����(sh��)�õ�����̎��ǰ��L�����ĺ��ܷ�۵״�Ӳ������Լ��L�����Ĵα��暈������(y��ng)�����Y(ji��)������: ����푑�(y��ng)�����܉�ܺõ�?c��i)M����Ȧ�Б�(y��ng)���ģ�M�Y(ji��)������Ӳ����ȸ�Ӱ������@���̶��ɸߵ������Ξ�����l�ʡ�����ܶȺ;�Ȧ�D(zhu��n)�٣���������(y��ng)����Ӱ������@���̶��ɸߵ������Ξ龀Ȧ�D(zhu��n)�١�����ܶȺ�����l��; �(y��u)��ˇ����(sh��)�龀Ȧ�D(zhu��n)�� 0. 049 r/min������l�� 246. 667 kHz ������ܶ� 6. 5 × 107 A/m2 ; ����̎���L�����Ĵ�Ӳ����ȡ��ܷ�۵״�Ӳ����ȡ��L�����Ĵα��暈������(y��ng)���Լ��L������Ӳ�ȷքe�� 1. 642 mm��0. 608 mm��120 MPa �� 62. 5 HRC; ����̎���܉���Ч���Ӵ�Ӳ����ȣ����͚�������(y��ng)������ߴ��Ӳ��; ��(sh��)ֵģ�M�Y(ji��)���cԇ�(y��n)�Y(ji��)����ȣ��`���� 13% �ԃ�(n��i)���������õ�һ���ԡ�
�����P(gu��n)�I�~: �L��(d��ng)�S��; �p���{(di��o)�ĝL���S��; �ߵ��; �Б�(y��ng)���; ��(sh��)ֵģ�M; ��Ӳ��; ������(y��ng)��; ����̎��
����0 ����
�����L��(d��ng)�S�����w�C(j��)�C(j��)�w�C(j��)е�O(sh��)��֧�к;S���D(zhu��n)��(d��ng)���P(gu��n)�I�����������(l��i)���w���ٶȵ�����ʹ�Ì�(du��)�w�C(j��)��ȫ���c�ɿ��Ե�Ҫ��Խ��(l��i)Խ�ߣ���ζ����(du��)�L��(d��ng)�S������Ҫ����Ӈ�(y��n)�Б�(y��ng)���ˇ������������Ӳ�ȡ���(qi��ng)���Լ���ĥ�Ե���Ҫ�ֶΣ���һ��(g��)�漰늴š����ᡢ�M���D(zhu��n)׃�͑�(y��ng)����(y��ng)׃�Ķ���(ch��ng)������^(gu��)�̣��e���ܟ���ϵ��������|(zh��)�S���B(t��i)����ӈ�(ch��ng)�IJ�ͬ������׃�������y���ý����ķ�ʽ���_������
�����īI(xi��n)[1 - 2]ᘌ�(du��)���l�Б�(y��ng)���ͨ�^(gu��)�ܜض�Ӱ푵�늌�(d��o)�ʺͽ����ӟ��(xi��ng)��(du��)늴ź͟��M(j��n)����ϣ������˰���늴ż������W(xu��)Ч��(y��ng)��䓸Б�(y��ng)������(sh��)�W(xu��)ģ�ͣ��о�����׃�������׃��(y��ng)׃����׃���Եȣ��Y(ji��)������ԓ���ʽ���Ժܺõؿ��Ə�(f��)�s�����Ĵ�Ӳ��݆�����īI(xi��n)[3]��������Ԫ���������A(y��)�y(c��)�˸Б�(y��ng)����^(gu��)���еĽM����׃��������(j��)늴� - ���������Ԫģ���_(k��i)�l(f��)������Ӌ(j��)��Б�(y��ng)���ӟ����s�^(gu��)���нM���D(zhu��n)׃�Č�(zhu��n)�ó���(j��)�˷����˶��S�S��(du��)�Q��ģ�͵ĸБ�(y��ng)����^(gu��)�̣������cԇ�(y��n)�Y(ji��)�����^�õ�һ���ԡ��īI(xi��n)[4]����푑�(y��ng)���淨��(y��u)�����B�m(x��)�Б�(y��ng)�������׃�^(q��)���о����M(j��n)�o�ٶȡ�ݔ�빦�ʡ��g϶�����ʺ����ٌ�(du��)�ضȡ��@�M�����@Ӳ�Ⱥ͎��Π��Ӱ푣��Y(ji��)�������M(j��n)�o�ٶȌ�(du��)�B�m(x��)�Б�(y��ng)����^(gu��)�̵ĽM�������ԡ��@Ӳ�ȡ�����������Ӱ��^���������ʌ�(du��)�����Ĝضȵ�Ӱ�����īI(xi��n)[5 - 7]���Ȼ���늴� - ����ϵĔ�(sh��)ֵģ�M������(du��)�A���w�Б�(y��ng)����^(gu��)���M(j��n)����ģ�M���Y(ji��)���������ǰ������s�܉������Ӝض��ݶȣ���(j��)�ˌ�(du��)����^(gu��)���M(j��n)�Ѓ�(y��u)��������W���w�ֽ�ɷ��R���w�^�M��; ֮��(du��)ֱ�X�A���X݆�����p�l�Б�(y��ng)����M(j��n)�Д�(sh��)ֵģ�M���Y(ji��)������ԓ���ʽ�܉�@�þ����Ӳ����݆��; ��]������׃���ԣ���(du��)�S�(l��i)����Б�(y��ng)���ͻػ��^(gu��)���M(j��n)�Д�(sh��)ֵģ�M��������������Ĕ�(sh��)ֵģ�ͷ�������׃����׃��(du��)�ػ�(y��ng)���ɳڵ�Ӱ푡��īI(xi��n)[8]������ 55CrMo 䓾��ܝL��z�܆θБ�(y��ng)��Ȧ�ӟ������Ԫ��(sh��)ֵģ�Mģ�ͣ���(j��)���L���˝L��z�ܜϵ��Б�(y��ng)�ӟ��^(gu��)���еĜض�׃����������ᘌ�(du��)�θБ�(y��ng)��Ȧ�ڼӟ�Ч���c����ϵ�ȱ������p�Б�(y��ng)��Ȧ���m�ϝL��z�ܸБ�(y��ng)����īI(xi��n)[9]���� MSC. Marc ܛ����������ѭ�h(hu��n)���d���������� 55CrMo 䓽z�ܸБ�(y��ng)�ӟ��^(gu��)�̵�����Ԫ��(sh��)ֵģ�Mģ�ͣ��о��� 5010 �ͽz�ܸБ�(y��ng)�ӟ��^(gu��)���й�ˇ����(sh��)��(du��)���ϊW���w����r��Ӱ푣�������푑�(y��ng)���淨�����˹�ˇ����(sh��)�c�������֮�g�P(gu��n)ϵ�Ļؚw���̣��@�����(y��u)��ˇ����(sh��)���īI(xi��n)[10]�������p�����S�Ѓ�(n��i)Ȧ�Б�(y��ng)����^(gu��)����ϵĔ�(sh��)ֵģ�Mģ�ͣ�����(j��)���о��˴���^(gu��)���и���λ�ضȡ��M������(y��ng)���S�r(sh��)�g��׃���Լ���ˇ����(sh��)��(du��)������ܵ�Ӱ푣��Y(ji��)���������Б�(y��ng)�ӟ�������ٶ��S������l�ʺ��ܶȵ����������Ӳ������S������l�ʵ�������u�pС���ښ����W���w�^��IJ�λ������(y��ng)���^�Б�(y��ng)�ӟ�r(sh��)��������λ�������ٶ��c�Б�(y��ng)���Π����P(gu��n)���īI(xi��n)[11]����늴ň�(ch��ng)���ضȈ�(ch��ng)���M����(ch��ng)����(y��ng)����(y��ng)׃��(ch��ng)���ģ�ͣ����� DEFORM ����Ԫܛ��ģ�M���p���{(di��o)�ĝL���S�Ѓ�(n��i)Ȧ�Б�(y��ng)����^(gu��)�̣�����˷ֶ�����ܶȵĴ��ˇ���о��˃�(n��i)Ȧ�Б�(y��ng)����^(gu��)���Мض�׃�����M����׃������ʹα���Ӳ�ȡ�������(y��ng)���͚����W���w�ȣ��Y(ji��)�������Б�(y��ng)�������ܶȷֶ��O(sh��)���m����С�͏�(f��)�s����ı������܉�õ�����Ĵ��M����
�����C����������(gu��)��(n��i)��W(xu��)���mȻ����ϔ�(sh��)�W(xu��)ģ�ͺ�����Ԫģ�M�ȷ��棬���Y(ji��)��ԇ�(y��n)�ڸБ�(y��ng)����^(gu��)�̸������(ch��ng)��ģ�ʹ�����������׃���ȷ����_(k��i)չ�˴����о�������Ŀǰ��ֹ��(du��)�S�е�����Y(ji��)��(g��u)����e�Ǹߵ�䓲��ϵĸБ�(y��ng)���ˇ�о��s��Ҋ(ji��n)��(b��o)�����b�ڴˣ��������� DEFORM ����Ԫ����ܛ���������Б�(y��ng)���늴ň�(ch��ng)���ضȈ�(ch��ng)���M����(ch��ng)����(y��ng)����(y��ng)׃��(ch��ng)��ϵ�����Ԫ��(sh��)ֵģ�Mģ�ͣ��о�ij��̖(h��o)�p���{(di��o)�ĝL���S����Ȧ�Б�(y��ng)���ˇ����(sh��)��(du��)������ܵ�Ӱ푣�����(j��)�ˌ�(du��)����(sh��)�M(j��n)�Ѓ�(y��u)����
����1 �����Б�(y��ng)����^(gu��)�̔�(sh��)ֵģ�Mģ��
����1. 1 �Б�(y��ng)����^(gu��)����������(ch��ng)
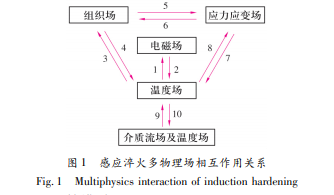
�����Б�(y��ng)����^(gu��)�̰���늴š��ضȡ��M������(y��ng)����(y��ng)׃ 4 ��(g��)�����(ch��ng)�������������P(gu��n)ϵ��D 1 ��ʾ���D��: 1 �����늴����ԣ�2 �齹���ᣬ3 ��ض�׃���������׃��4 ����׃���ᣬ5 ����׃�������׃��(y��ng)������׃���ԣ�6 �鑪(y��ng)����(y��ng)׃�T��(d��o)��׃��7 ��C(j��)е�����ᣬ8 ��ᑪ(y��ng)����9 �� 10 ��ύ�Q��ԇ�(y��n)���ϵĜضȷֲ��ܽ����ᡢ��׃�����Լ�׃�����Ṳͬ���õ�Ӱ푣��������������S�ضȵ�׃�����^(gu��)��(l��i)��Ӱ�늴ň�(ch��ng)������׃�����Ķ�Ӱ푼ӟ��^(gu��)�̣��Ҝض�׃��������ϵ���׃���S֮�a(ch��n)����׃��(y��ng)����ͬ�r(sh��)������׃��ҲӰ표ضȣ��Ķ�����ضȈ�(ch��ng)��׃����
����1. 2 Ӌ(j��)��ģ��
������ij��̖(h��o)�p���{(di��o)�ĝL���S����Ȧ��������Y(ji��)��(g��u)����(sh��)Ҋ(ji��n)�� 1�������茦(du��)��Ȧ�ܷ�۵״�Ӳ������M(j��n)���о����ʲ���ȥ���L����λ���ǡ�������Ȧ��Ҫ����^(q��)��?y��n)�L������ԓ��Ȧ�L���ߴ��^�Y(ji��)��(g��u)��(ji��n)�Σ��ʲ��÷��θБ�(y��ng)�����ˣ���Ȧ�Б�(y��ng)��Ȧ�O(sh��)Ӌ(j��)��D 2 ��ʾ���ڸБ�(y��ng)�ӟ��^(gu��)���о�Ȧ�@��Ȧ�S���D(zhu��n)��(d��ng)����Ȧ���������L(zh��ng)�Ȟ� 4 mm�����Ȟ� 3 mm �� 45°���Ǟ� 1 mm�����ڝL���ɂ�(c��)�����ܷ�۵ף����_(d��)��������ܵ�Ҫ�Б�(y��ng)��Ȧ�ڝL��̎�c������ľ��x�� 1. 0 mm���L���ɂ�(c��)�c��������x�� 0. 5 mm��
�������� DEFORM ����Ԫ����ܛ���е�߅��Ԫ����(du��)�p���{(di��o)�ĝL���S����Ȧ�L�������M(j��n)�иБ�(y��ng)�����������]��Ȧ����D(zhu��n)�w����(du��)��Ȧ�M(j��n)�к�(ji��n)�������Ӌ(j��)��Ч�ʣ�ȡ��Ȧ 1 /12 ���о���(du��)�������S����ԪӋ(j��)��ģ�ͣ���(du��)���M(j��n)�������w�W(w��ng)�֣���D 3a ��ʾ�����]�Б�(y��ng)����wЧ��(y��ng)����(du��)��Ȧ�L������Б�(y��ng)����^(q��)�W(w��ng)���M(j��n)�м�(x��)��������Ԫ��(sh��)�� 96 568����(ji��)�c(di��n)��(sh��)�� 21 462���Б�(y��ng)��Ȧ��Ԫ��(sh��)�� 15 694����(ji��)�c(di��n)��(sh��)�� 3 704������(du��)��Ȧ�����O(sh��)�Þ錦(du��)�Q�s���������O(sh��)�Þ�̶��s�����鷽����m(x��)����������Ȧ�ܷ�۵ď����L�����ĵď������(bi��o)ӛ Ps1�� Pe1��Ps2��Pe2������(ji��)�c(di��n) ( �D 3b) ���քe������Ȧ�ܷ�۵͝L������λ�øБ�(y��ng)����������ݶ�׃������Ӳ�����( �R���w�w�e��?j��n)?sh��)�� 50% ) �Ĝy(c��)���c(di��n)��
����1. 3 �Б�(y��ng)���ˇ����(sh��)
�����S����Ȧ���Ϟ� X30CrMoN15 - 1 �ߵ�䓣��Б�(y��ng)���ǰ��Ȧ�ij�ʼ�M��������w��ᘌ�(du��)��Ȧ���θБ�(y��ng)�����������Ȧ�@��Ȧ�S���D(zhu��n)��(d��ng)������(j��)����؏�(f��)ģ�M����Ȧ�D(zhu��n)�� n������l�� f ������ܶ� J ȡֵҊ(ji��n)�� 2�����⣬���O(sh��)�h(hu��n)���ضȞ� 20 �棬�Б�(y��ng)�ӟ�ضȞ� 1 000 �棬���Һ���S��Ȧ�D(zhu��n)��(d��ng)����Ȧ��s���Ҝء�
����2 푑�(y��ng)���淨ģ�M�Y(ji��)���c����
����2. 1 푑�(y��ng)���淨ģ�M�������Y(ji��)��
��������(j��)�� 2 ��ˇ����(sh��)��ȡֵ���M(j��n)�нM��ģ�M�����x��푑�(y��ng)���淨��(du��)ģ�M�Y(ji��)���M(j��n)�з���������(j��)�����о���(du��)��푑�(y��ng)���淨ԇ�(y��n)�O(sh��)Ӌ(j��)Ҫ������ Design Expert ܛ���M(j��n)�� BBD ģ�M[12]��ģ�M�������Y(ji��)��Ҋ(ji��n)�� 3��
����2. 3 �Б�(y��ng)���ˇ����(sh��)��(y��u)��
�����ԸБ�(y��ng)������Ȧ�L������λ�ú��ܷ�۵Ĵ�Ӳ����ȼ��L�����Ĵα��暈������(y��ng)���郞(y��u)��Ŀ��(bi��o)����(du��)�����Y(ji��)���M(j��n)�ж�Ŀ��(bi��o)�мs����(y��u)�����鱣�C�Б�(y��ng)�����Ӳ����Ⱥ�����Ҫ��L������λ�ô�Ӳ�����ȡֵ�� 0. 950 �� 1. 600 mm���ܷ�۵״�Ӳ�����ȡֵ�� 0. 300 �� 0. 650 mm��������( 5) ʽ��ʾ�ă�(y��u)��Ŀ��(bi��o)����(sh��)�ͼs������(sh��)��
������(sh��)�H���a(ch��n)�У��ں����ĸБ�(y��ng)�����(n��i)����Ȧ�D(zhu��n)��ֱ��Ӱ����a(ch��n)Ч�ʣ��D(zhu��n)��Խ�ߣ����a(ch��n)Ч��Խ�ߣ�������ܶ�ԽС��Խ��(ji��)�s��Դ�����Ԟ齵�ͼӹ��ɱ�����(y��ng)�x���^�ߵľ�Ȧ�D(zhu��n)���c�^С������ܶȡ��C�Ͽ��]���xȡ�� 7 �е� 4 �M��ˇ����(sh��)����K��(y��u)���Y(ji��)������ 2. 4 ��(ji��)�в���ԓ�M����(sh��)�M(j��n)�иБ�(y��ng)���(sh��)ֵģ�M���о���������̎��( - 196 �� × 4 h) ��(du��)��Ȧ���ܵ�Ӱ푡�
����2. 4 ����̎�팦(du��)��Ȧ������ܵ�Ӱ�
��������̎�������ԇ����s���Ҝغ��^�m(x��)�� 0 �����µĽ��|(zh��)����s�ğ�̎����ˇ���܉�����ȵؽ��ʹ����ԇ�ӵĚ����W���w���M(j��n)һ����ߟ�̎�����ܡ�
�����L�����ĺ��ܷ�۵�̎����̎��ǰ�����W���w����ȷ�����ݶȷֲ���D 4 ��ʾ�������W���w����( �w�e��?j��n)?sh��)) �S����ȵ�������u�½���������暈���W���w�����քe�� 8. 53% �� 8. 52%������̎����քe���͞� 1. 43% �� 1. 42% ��
�����L�����ĺ��ܷ�۵�̎����̎��ǰ���R���w����ȷ�����ݶȷֲ���D 5 ��ʾ����������R���w����( �w�e��?j��n)?sh��)) �քe�� 89. 61% �� 89. 59% ������̎����քe��ߞ� 95. 91% ��95. 89% �����R���w�������^(gu��) 50% �ą^(q��)��ҕ���Ӳ�ӣ��t�L�����ĺ��ܷ�۵�̎��Ӳ����ȷքe�� 1. 609��0. 595 mm������̎����քe�� 1. 642��0. 608 mm���@������������̎���^(gu��)���У�һ���֚����W���w���^�m(x��)�D(zhu��n)�����R���w��ʹ��Ȧ�R���w�����M(j��n)һ����ߣ��R���w�������^(gu��) 50% �ą^(q��)���S֮����(d��o)�´�Ӳ��������ӡ�
�������ā�(l��i)Դ�ڣ����S����(�¿�)��(chu��ng)����1958�꣬���Ї�(gu��)Ψһ��(gu��)��(n��i)��l(f��)�е��S�пƼ����䑪(y��ng)���ڿ������w���S���O(sh��)Ӌ(j��)��ԇ�(y��n)����(y��ng)�õȲ��T(m��n)�����dՓ�Ĉ�(ji��n)�ּ��g(sh��)��ǰ�͌�(sh��)����Y(ji��)�ϡ��O(sh��)�У��a(ch��n)Ʒ�O(sh��)Ӌ(j��)�c��(y��ng)�á���ˇ�c�b�䡢ԇ�(y��n)�c������ԇ�(y��n)��������(zhu��n)�}�C�����Ї�(gu��)�S��Փ������(gu��)���S�пƼ��ș�Ŀ��
�����L�����ĺ��ܷ�۵�̎����̎��ǰ��Ӳ������ȷ�����ݶȷֲ��D 6 ��ʾ���������Ӳ�ȷքe�� 60. 4��60. 3 HRC������̎����քe�� 62. 5�� 62. 3 HRC����������̎�����R���w����������ߣ����R���w�����ǛQ������Ӳ�ȵ���Ҫ���أ�������Ȧ����Ӳ��������̎����Ҳ������
�����L�����ĺ��ܷ�۵�̎����̎��ǰ��������(y��ng)������ȷ���ķֲ���D 7 ��ʾ��������暈������(y��ng)���քe�� 78��76 MPa������̎����քe�� 54��59 MPa�����������(y��ng)�����F(xi��n)�ڴα��棬�������������(y��ng)���քe�� 146��199 MPa������̎�������������(y��ng)���քe�� 120��172 MPa�������^(gu��)������Ȧ��(n��i)���������W���w�^�m(x��)�D(zhu��n)�����R���w���M�����w�e����a(ch��n)���M����(y��ng)������(hu��)ʹ���(n��i)����������(y��ng)��������; ������̎��߀��(hu��)ʹ���ϽM����(x��)����λ�e(cu��)�ܶ����ӣ���(n��i)��ȱ�ݜp�٣��@Щ�֕�(hu��)���͚�������(y��ng)��; �C�������£�����̎������Ȧ��������(y��ng)���ʽ���څ��(sh��)�����ܷ�۵�̎��������(y��ng)���ڴα�����F(xi��n) 2 ��(g��)��ֵ( �D 7b �͈D 8) ���@������ԓλ�ú���^���L����λ����^С����s�^(gu��)�����ܝL����λ�����Ӱ��^��ԓλ�õڶ��α�����F(xi��n)С��(y��ng)����ֵ������̎��ǰ��քe��151��134 MPa��
����2. 5 �Y(ji��)
��������̎��ǰ������(j��) 2. 3 ��(ji��)��(y��u)���Ĺ�ˇ����(sh��)��ʹ�ö���푑�(y��ng)����M�Ϲ�ʽ�A(y��)�y(c��)�ĝL�����Ĵ�Ӳ����ȡ��ܷ�۵״�Ӳ����Ⱥ͝L�����Ĵα��暈������(y��ng)���քe�� 1. 547 mm��0. 614 mm��138 MPa��ģ�Mֵ�քe�� 1. 609 mm��0. 595 mm��146 MPa���A(y��)�y(c��)ֵ�cģ�Mֵ���`���� 6% �ԃ�(n��i)��
����3 ԇ�(y��n)�(y��n)�C
����ʹ�õ� 2. 3 ��(ji��)��(y��u)����Ĺ�ˇ����(sh��)�����ÈD 9 ��ʾ�Б�(y��ng)����O(sh��)�䌦(du��) X30CrMoN15 -1 ����p���{(di��o)�ĝL���S����Ȧ�M(j��n)�иБ�(y��ng)����O(sh��)���������ϵ�y(t��ng)�������b�A�Ƅ�(d��ng)�b�á��Б�(y��ng)��Ȧ����Һ��s�b�á����(y��n)�C�S����Ȧ�Б�(y��ng)���(sh��)ֵģ�M�����_�ԣ���(du��)�Б�(y��ng)���ԇ�(y��n)��L�����暈����(y��ng)���������W���w������Ӳ�ȼ���Ӳ������M(j��n)�Мy(c��)����ԇ�(y��n)���S����Ȧ��(sh��)���� 3 ��(g��)��������̎�������Ȧ�L���������ĈA����( �� Ps2���ڝL��λ��) ȡ 3 ��(g��)��� 120°�Ĝy(c��)���c(di��n)��ʹ�� IXRD ������(y��ng)�� X �侀����x���y(c��)���䚈����(y��ng)���͚����W���w������ԇ�(y��n)ֵ�cģ�Mֵ��(du��)�ȽY(ji��)���քeҊ(ji��n)��8 �ͱ�9���`����13%�ԃ�(n��i)��
����ͨ�^(gu��)���и�S����Ȧ���S����ָ�� 3 ��(g��)ԇ�ӣ�ʹ�� HR - 150DT ��늄�(d��ng)����Ӳ��Ӌ(j��)��(du��)��̎������Ȧԇ�ӵĝL��λ�õ�Ӳ���M(j��n)�Мy(c��)����ȡ 3 ��(g��)ԇ�ӵ�ƽ��Ӳ��ֵ����ԓ��Ȧ�L��λ�õ�Ӳ�ȣ�ԇ�(y��n)ֵ�cģ�Mֵ��(du��)�ȽY(ji��)��Ҋ(ji��n)�� 10���`���� 8% �ԃ�(n��i)��
����ȡ�� 2. 3 ��(ji��)���ÝL�� 50% �R���w̎��(du��)��(y��ng)��Ӳ��ֵ����y(c��)��������ԇ�(y��n)�y(c��)��Ӳ��ֵ�څ���Ӳ��ֵ���υ^(q��)��?y��n)��Ӳ�ӡ���Ӳ�Ȝy(c��)���õ� 3 ��(g��)��Ȧ���^�m(x��)�M(j��n)�д�Ӳ����Ȝy(c��)�����y(c��)��λ�Þ���Ȧ�L�����ģ�ȡ 3 ��(g��)��Ȧ��Ӳ�����ƽ��ֵ����ԓ�L���y(c��)��λ�õĴ�Ӳ�����ֵ��ԇ�(y��n)ֵ�cģ�Mֵ��(du��)�ȽY(ji��)��Ҋ(ji��n)�� 11���`���� 6% �ԃ�(n��i)��
����4 �Y(ji��)Փ
����ᘌ�(du��)�p���{(di��o)�ĝL���S����Ȧ�ķ��θБ�(y��ng)����^(gu��)���M(j��n)���˔�(sh��)ֵģ�M��ͨ�^(gu��)푑�(y��ng)���淨�@�����(y��u)��ˇ����(sh��)����(j��)�˷���������̎��ǰ����Ȧ���ܵ�׃�����õ����½Y(ji��)Փ:
����1) ���ö���푑�(y��ng)���挦(du��)��Ȧ�Б�(y��ng)���ģ�M�Y(ji��)���M(j��n)�лؚw�������M�϶��^�á���Ӳ����ȸ�Ӱ������@���̶��ɸߵ������Ξ�����l�ʡ�����ܶȡ���Ȧ�D(zhu��n)�٣���������(y��ng)����Ӱ������@���̶��ɸߵ������Ξ龀Ȧ�D(zhu��n)�١�����ܶȡ�����l�ʡ��(y��u)��ˇ����(sh��)�龀Ȧ�D(zhu��n)�� 0. 049 r/min������l�� 246. 667 kHz������ܶ� 6. 5 × 107 A/m2 ��
����2) ����̎��ǰ��ʹ�ö���푑�(y��ng)����M�ϵĹ�ʽ�A(y��)�y(c��)�L�����Ĵ�Ӳ����ȡ��ܷ�۵״�Ӳ����Ⱥ͝L�����Ĵα��暈������(y��ng)��ֵ�քe�� 1. 547 mm��0. 614 mm��138 MPa��ģ�Mֵ�քe�� 1. 609 mm�� 0. 595 mm��146 MPa���A(y��)�y(c��)ֵ�cģ�Mֵ�`���� 6% �ԃ�(n��i)�������(y��u)��ˇ����(sh��)�M(j��n)��ģ�M���õ�����̎��ǰ�L�����暈���W���w�����s�� 8. 53% ������Ӳ�ȼs�� 60. 4 HRC��
����3) ����̎���L�����Ĵ�Ӳ����ȡ��ܷ�۵״�Ӳ����Ⱥ͝L�����Ĵα��暈������(y��ng)��ֵ�քe�� 1. 642 mm��0. 608 mm��120 MPa���L�����暈���W���w�����s�� 1. 43% ������Ӳ�ȼs�� 62. 5 HRC������̎���܉���Ч���͚�������(y��ng)�������Ӵ�Ӳ����ȣ����܉͚����W���w����������R���w��������ߴ��Ӳ�ȡ�
����ģ�M�Y(ji��)���cԇ�(y��n)�Y(ji��)���`���� 13% �ԃ�(n��i)���C�������о��ɹ��Ŀɿ����c���_�ԣ��܉�?y��n)�ԓ���?h��o)�p���{(di��o)�ĝL���S����Ȧ�Б�(y��ng)���ˇ�ṩ��Փ����(j��)��——Փ�����ߣ��1��2��3 �����Ļ�4��5 ���x�i�w1��2��3 �������4 ������5
���������īI(xi��n):
����[1] H�ZMBERG D. A mathematical model for induction hardening including mechanical effects[J]. Nonlinear Analysis: Real World Applications��2004��5( 1) : 55 - 90.
����[2] H�ZMBERG D��LIU Q Z��MONTALVO - URQUIZO J��et al. Simulation of multi-frequency-induction-hardening including phase transitions and mechanical effects[J]. Finite Elements in Analysis and Design��2016��121: 86 - 100.
����[3] SPEZZAPRIA M��F(xi��n)ORZAN M��DUGHIERO F. Numerical simulation of solid-solid phase transformations during induction hardening process[J]. IEEE Transactions on Magnetics��2016��52( 3) : 1 - 4.
����[4] QIN X P��GAO K��ZHU Z H��et al. Prediction and optimization of phase transformation region after spot continual induction hardening process using response surface method[J]. Journal of Materials Engineering and Performance��2017��26( 9) : 4578 - 4594.
����[5] TONG D M��GU J F��TOTTEN G E. Numerical simulation of induction hardening of a cylindrical part based on multi-physics coupling[J]. Modelling and Simulation in Materials Science and Engineering��2017��25( 3) : 1 - 20.
����[6] TONG D M��GU J F��TOTTEN G E. Numerical investigation of asynchronous dual - frequency induction hardening of spur gear[J]. International Journal of Mechanical Sciences��2018��142 /143: 1 - 9.
����[7] TONG D M��GU J F��YANG F. Numerical simulation on induction heat treatment process of a shaft part: involving induction hardening and tempering[J]. Journal of Materials Processing Technology��2018��262: 277 - 289.
����[8] �R�B�������xƽ���w������. 55CrMo 䓸Б�(y��ng)���ˇ�Ĕ�(sh��)ֵģ�M����ˇ��(y��u)��[J]. ���ϟ�̎��W(xu��)��(b��o)��2015�� 36( 1) : 199 - 204.
����[9] �w�����R�B��������֥����. ���� RSM �Ľz�ܸБ�(y��ng)���ˇ��(sh��)ֵģ�M������(sh��)��(y��u)��[J]. ���ϟ�̎��W(xu��)��(b��o)�� 2016��37( ���� 1) : 146 - 152.
����[10] 갘�(l��)�������Ķ������Ļ�. �p�����S�����l�Б�(y��ng)���(sh��)ֵģ�M[J]. ���ϟ�̎��W(xu��)��(b��o)��2018��39( 1) : 137 - 144.