�l(f��)���r�g�����ٷ��늹��QՓ���g�[��1��
ժ Ҫ�� ժҪ ����7kW ���w���������о���δ�����w���⺸���^���й�ˇ����(sh��)��������Ӱ푣�ӑՓ��С�� �� ���c����Č���(y��ng)�P(gu��n)ϵ�������ü�������Dz��}�_�ķ����о��˹����{(di��o)�ƌ�С���͚���������á��Y(ji��) �� �� �������⺸�������cС����Ȼ���һ�¡��S�������ٶȵ�����
����ժҪ ����7kW ���w���������о���δ�����w���⺸���^���й�ˇ����(sh��)��������Ӱ푣�ӑՓ��С�� �� ���c����Č���(y��ng)�P(gu��n)ϵ�������ü�������Dz��}�_�ķ����о��˹����{(di��o)�ƌ�С���͚���������á��Y(ji��) �� �� �������⺸�������cС����Ȼ���һ�¡��S�������ٶȵ������p����pС����׃A�͡���(d��ng)�x������0�r�����p����͚�׃A�����;��(d��ng)���cλ��ƫ�x��������r����͚�׃A��pС�����^�����l�ʷ�����(n��i)(20��125Hz)���� �Dz��{(di��o)�Ƽ������Ч�p���˹��w���⺸��С���͚�Įa(ch��n)��������l�ʞ�60Hz������ X �侀�����ϵ�y(t��ng)������С���О飬�l(f��)�F(xi��n)������}�_�{(di��o)�������С�ķ�(w��n)���ԣ��Ķ��pС�˚�׃A��
�����P(gu��n)�I�~ ���⼼�g(sh��);���w���⺸��;���ӹ�ˇ����(sh��);�}�_�{(di��o)��;����;���
����1 ��������
�������ھ��й���D(zhu��n)�QЧ�ʸߡ������|(zh��)���á����a(ch��n)Ч�ʸߵ����c�����w���⺸�ӵõ���Խ��Խ�V�����P(gu��n)ע�������Ǵ��ʹ��w���⺸�ӳɞ����о����c֮һ[1-7]���P(gu��n)�ڹ��w���⺸�ӹ�ˇ����(sh��)������Č���(y��ng)�P(gu��n)ϵ�������W(xu��)�����l(f��)�������P(gu��n)���о���(sh��)��(j��) [8-11]��Quintino��[8]�� �� 8kW ���w ���� �� �� �� �� �� ���ʡ������ٶȌ� X100�ߏ�(qi��ng)䓺��p�����Ӱ푣��ڼ� ���8kW�������ٶ�0.5m/min�� �l ���� �� �p����s��11.5mm��Kawahito��[9]�� �� �˹� �w �����^���м��������ܶȡ������ٶȌ����P䓺��p�����Ӱ�Ҏ(gu��)�ɣ������l(f��)�F(xi��n)���ü����6kW���ڽ��c λ �� �� �� �� �� ֱ �� 0.13 mm���� �� �� ��0.6m/min�ėl���£��� �p �� �� �_(d��) �� ��11mm�����[10]�ڹ��w���⺸�ӌ����ͨ�^��׃���w��͡���������ϱ���������Ƕȡ����cλ�õȣ��@�ñ��o(h��)�Ⅲ��(sh��)�������Ӱ�Ҏ(gu��)�ɡ����ǣ�С�����鼤�����ۺ�����Ҫ��������ˇ����(sh��)��С����ȵ�Ӱ��Լ�С������c �� �� �� ��(y��ng) �P(gu��n) ϵ �� �� �� �� �� �^ �١��� һ ���棬С���͚���Ǽ������ۺ�������δ�����⺸�ӵ��� Ҫ �� �} ֮ һ [12]��CO2 �� �� �� Nd��YAG ���⺸���^���К���γəC(j��)�������Ʒ����ѵõ�������о� [13-15]���� �� ���w �� �� �� �� �� �� ȱ �� �� �P(gu��n) ���}���о��������о���δ�����w���⺸���^���й�ˇ����(sh��)���� ��� �� �� Ӱ 푣��� �� �� X �� �� �����ϵ�y(t��ng)������С���О飬ӑՓ��С������c����Č���(y��ng)�P(gu��n)ϵ�������ü�������Dz��}�_�ķ����о��˹����{(di��o)�ƌ�С���͚���������á�
����2 ԇ��
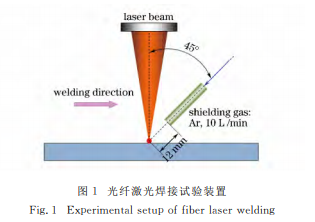
��������ԇ���ߴ��250mm×20mm×20mm�����Ϟ� �� ̼ � �壬�� �� �W(xu��) �� �� (�|(zh��) �� �� ��(sh��)��%)�飺C0.16��Si0.35��Mn1.46��P0.016��S0.006�����⺸��ԇ����ƽ �� �� �� �� ʽ��ʹ ��7kW ���w ����������ݔ���wо��200μm���۽��R����250mm�����cλ�ù� �� ֱ ��0.3 mm���� �� �^�� �У��� �� ��(c��)�����o(h��) �� �w���� �� �c �� �� �� �� 45°�A���� �o(h��) �� �w ��Ar������10L/min��ԇ��b����D1��ʾ��
��������ԇ��У��{(di��o)��(ji��)�x�����ͺ����ٶȃɂ���ˇ����(sh��)��1)�����ٶ�1.0m/min�l���£��x�����քe��-10��-5��0��5��10mm;2)�x����0�l���£������ٶȷքe��0.5��1.0��3.0��5.0��10m/min�����˷���С������c����Č���(y��ng)�P(gu��n)ϵ������ X �侀�����ϵ�y(t��ng)�^�y�� �� �� �� �� �� ˇ �� ��(sh��) �� �� С �� �� �飬X�侀�����ϵ�y(t��ng)��ԇ�ӳߴ���D2��ʾ������ԇ�������� X �侀�����p�M(j��n)�Пo�p̽�����^ �� �����r��Ȼ�� �� �� �� �� ԇ �ӣ���(j��ng) �^ � �� �� ζ �� �� �g�����p�����M(j��n)�Мy����
����С���͚���Ǽ������ۺ�������δ�����⺸�ӵ���Ҫ���}֮һ�����е��о��Y(ji��)���������Dz�������}�_�{(di��o)�ƱȾ��β��{(di��o)�Ƹ�����Ч�����ƚ�a(ch��n)��[15]����˱��IJ��ü�������Dz��}�_�ķ����о������{(di��o)�ƌ�С���͚��Ӱ푡��D3��ʾ�����Dz������ �} �_ �{(di��o) �� �� �Σ��� ֵ �� �� ��7kW����ֵ���ʞ�3kW�����Dz������Εr�g��5ms���l�ʷ�����10��125Hz��
����3 ԇ�Y(ji��)���c����
����3.1 ���p����
�����D4��ʾ�Ǻ����ٶ�1.0m/min���x �� ��0�l���� X�侀�����ϵ�y(t��ng)���r�ɼ���С���Π��c���H���p�� �� ��(y��ng) �P(gu��n) ϵ��С �� �� �� �c �� �� �� ��(d��ng)���D5��ʾ�Ǻ����ٶȡ��x�����������С����ȵ�Ӱ�Ҏ(gu��)�ɡ��S�������ٶȵĜpС�������С����Ⱦ��� Fig.3 Waveformoflaserpowerpulsemodulation���� �� څ �ݣ��� �D 5(a)�� ʾ�� ��(d��ng) �� �� �� �� ��0.5m/min�r�������С����Ⱦ���10.3mm;��(d��ng)�����ٶ� �� 5.0 m/min �r�������С����ȷքe��5.8mm��5.5mm���x���������С�����Ҳ�����^���Ӱ푣��ʒ��タ׃��Ҏ(gu��)�ɣ���D5(b)��ʾ��
�������P(gu��n)֪�R���]�����ӹ�ˇ����Փ�İl(f��)��Щ�ڿ�
������(d��ng)���cλ���ڹ�������r�������С�������քe��9.7mm ��9.6mm;�� �c λ�� ƫ �x �� �� �� ��r�������С������½����ɈD5߀��֪�������ۺ��ӗl���£�С����Ⱥ��������һ�¡�
����3.2 ���p��׃A��
�����D6 ��ͬ�����ٶȗl���º��p��� X�侀�D(X�侀�Ĺ�����(c��)������)��(d��ng) �����ٶȵ� ��3.0m/min�r���� �p ���� �� �� �a(ch��n) ��������зֲ��ں��p�����в��ą^(q��)��;��(d��ng)�����ٶȈD7 �����ٶȌ����p��׃A���Ӱ�(�x������0)���ú��p��λ�L���ϵ� �� �� �� �e Ps �� �� ��� �A �� �� �� �Ȍ���׃A�� �� Ӱ � Ҏ(gu��) �� �� �D 7 �� ʾ��
������(d��ng) �� �� �� �ӕr���������ۺ�С���͚�׃A���^��;�S�������ٶȵ� �� �ӣ��� �p �� �� �A �� �� �ͣ��� �� �� �� �� �� ��5.0m/min�r�����p��λ�L���ϵĚ����e�½���0����׃A���S�����ٶ�׃�����@�NҎ(gu��)�ɵ�ԭ�����ڣ��S�������ٶ�������С�����Ѹ�ٽ��ͣ���ʹС����Û���� �s �� ׃ �� �� �� �p С��С �� ��(w��n) �� �� ���ƣ��Ķ������˚���γ�[16]��
�����D8��ʾ�����x��������׃A���Ӱ�Ҏ(gu��)�ɡ���(d��ng)���cλ���ڹ�������r�����p��λ�L���ϵĚ����e���;��(d��ng)���cλ��ƫ�x��������r�����x�������뽹������r����׃A�͡���ˣ��x���������w���⺸�Ӛ�׃A�� �� �� �@ �� �� Ӱ 푡��� �D5(b)��֪�����cλ��ƫ�x��������r��С����ȜpС���@������С��(w��n)���Եĸ��ơ����ǣ��x�������뽹����(sh��)ֵ��ͬ�r(�����x������+10mm ��-10mm ����r)����׃A������^��IJ����ԭ����Ҫ�M(j��n)һ������о�����Փ������
����3.3 �����{(di��o)�ƌ����Ӱ�
�����D9��ʾ�����Dz�������{(di��o)�Ɨl���º��p��ķֲ����c�B�m(x��)���⺸����ȣ����ù����{(di��o)�ƿɜpС��׃A���@�C�������{(di��o)�����ƚ�a(ch��n)���ķ������ڹ��w���⺸��ͬ����Ч���D10��ʾ�ǹ����{(di��o)�ƌ����p����ʵ�Ӱ푡��S���}�_�l�ʵ����ӣ�����ʿ��ٽ���;��(d��ng)�}�_�l�ʞ�60Hz�r������ʽ��� �� �� ֵ;�� �} �_ �l �� �^ �� �� �� �� ��(n��i) (20��125Hz)�������{(di��o)�ƿ���Ч�p�ٚ���γɡ�����X�侀�����ϵ�y(t��ng)�����w���⺸���К���γ��M(j��n)���^�y��С���О���D11��ʾ���B�m(x��)���⺸���^���У�С���տs����Û���愡�ң�С�ײ��γɴ������ݣ���׃A�����D11(a)��ʾ�����ù����{(di��o)���M(j��n)�м��⺸�ӕr���ں��m���}�_�l�ʷ�����(n��i)��С���տs����Û�̶��^С���p���˚��ݮa(ch��n)��������γɃA�ͣ���D11(b)��ʾ����ˣ������{(di��o)������˼��⺸��С�ķ�(w��n)���ԣ��p���˚�׃A��
����4�� �Y(ji��) Փ
����1)���w���⺸���^���У�С����Ⱥ��������һ�¡��S�������ٶȵĜpС�������С����Ⱦ���������څ�ݡ����С������S�x������׃���ʒ��タ׃��Ҏ(gu��)��;�x������0�r�������С������_(d��)�����ֵ��
����2)�S�������ٶȵ����ӣ����p��׃A��;�x������0�r���p��������(d��ng)���cλ��ƫ�x��������r����ʜpС��
����3)���Dz������{(di��o)����Ч�p���˹��w���⺸��С���͚�� �� �a(ch��n) ������ �� �l �� ��60 Hz���� �� �{(di��o)������˼��⺸��С�ķ�(w��n)���ԣ��p���˚�׃A��——Փ�����ߣ��w ��1 �V���M(j��n)2 �Ľ�����2 �� �r1 ��־��3