�l���r�g�����ٷ��늹��QՓ���g�[��1��
ժ Ҫ�� ժҪ ���ڲ��ϽM��������W����̎�����÷���ܛ�����Y��ij��I��܇���S�X݆��̎����ˇ��̽ӑ�A����ˇ���������S�X݆��̎��׃�ε�Ӱ푡��� 20CrMnTi ���S�X݆���о�����ͨ�^ JMatPro ܛ������ 20CrMnTi ���S�X݆�������ܔ����죬ʹ�� DEFORM ܛ��Ӌ����X݆�B̼��
����ժҪ ���ڲ��ϽM��������W����̎�����÷���ܛ�����Y��ij��I��܇���S�X݆��̎����ˇ��̽ӑ�A����ˇ���������S�X݆��̎��׃�ε�Ӱ푡��� 20CrMnTi ���S�X݆���о�����ͨ�^ JMatPro ܛ������ 20CrMnTi ���S�X݆�������ܔ����죬ʹ�� DEFORM ܛ��Ӌ����X݆�B̼����A����ˇ�����c���S�X݆�B̼����׃����֮�g�Ķ����Pϵ���о����������x�X݆���B̼����c�A����ˇ�����ɺ������ư��S�X݆�����w׃�η��������׃��ֵ; �������о��İ��S�X݆���S�����w��̎��׃���F�ȿɜpС 12. 9% ���X���c�S���F�ȿɜpС 12. 5% ; DEFORM ܛ���ǃ�����̎����ˇ�����Ɵ�̎��׃�εă������ߡ�
�����P�I�~ DEFORM ܛ�� 20CrMnTi ���S�X݆ �B̼��� �A���� ׃��
����0 ����
������܇���S�X݆��̎��׃�εĿ������ИI�y�}���X݆����׃��Ҫ����s����������ɵğᑪ�������[1]���A�����Ǟ��˜pС�����s�a���ğᑪ�����������ӟ�W���w�������������^�����Ľ��|( �՚⡢�͡���ԡ��B̼���) ����s���Ը���䓵� Ar3( �� Ar1) �c�Ĝضȣ��ټ������ڴ����s���|�д��ğ�̎����ˇ��ԓ��ˇ��Ҫ�m���ڎ��Π��^���s�������ֽ���e����^���⡢�a������Ѽy�ͻ�׃�Ĺ������Ɍ����w�����A�䣬Ȼ����Ҳ����ֻ�A��ߴ��^���ijЩ�ֲ���Ȼ���c��������һ������s���|�д��[2]��
����Ŀǰ�������ⶼ��ҕ�X݆��̎�����g���о��_�l����Ӌ��Cģ�M���g�£����ڟ�̎���^���Н��ڵ�׃�κ�ȱ���ǿ����A�y�������ġ�Lee Geun - An ����������X݆�ڝB̼����^���е�׃�Ά��}[3]; ��sֲ���ˏ����a���H�Ƕ��о����X݆�ڝB̼����^���е�׃��[4 - 5]; �nا��ͨ�^���Ȼ��I�X݆��о�S�ķ�����Ч�ؽ�Q�˃Ȼ��I�F�Ȇ��}[6]; �����ҵ������� DEFORM ܛ��ģ�M�˝B̼���ˇ��݆�X���������ֲ��Լ�׃������Ӱ�[7]150 - 152 ; �O����ͨ�^����Ԫ�����о��˜ضȡ�������̼Ԫ�ؔUɢ�Լ��M����׃�����̓��XȦ��̎����Ӱ�[8]��
�������P֪�R���]����ô�x��Ͷ����s־�l��Փ��
������������ 20CrMnTi ���S�X݆���о������о� DEFORM ܛ�������X݆�B̼����A����ֵ����ģ�͵ķ��������� JMatPro ܛ������ 20CrMnTi ���S�X݆�������ܔ����죬Ӌ��ó��A����ˇ�µ��X݆׃����Ϣ��̽ӑ���A����ˇ�����S�X݆��̎��׃�ε�Ӱ�Ҏ�ɣ��о��õ������ğ�̎����ˇ����������ư��S�X݆��̎��׃���ṩ���g�����ͅ���������
����1 ���S�X݆��̎��׃��Ӌ�����Փģ��
����1. 1 �ضȈ�ģ��
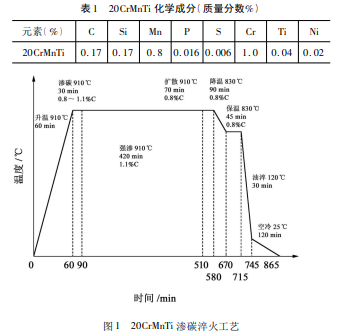
�����ضȈ���ģ�M��̎��������̎���^�̵���Ҫ�������ضȈ�׃���Ļ������ᶨ���Ǹ����~���ɣ�
����4 �Y���cӑՓ
����4. 1 ׃�η���
�������S�X݆�B̼�������׃�Σ�����׃�ηֲ���r��D 6 ��ʾ���B̼�����X݆׃�����w���տsڅ�ݣ�׃�η����� - 0. 121 �� 0. 002 mm ֮�g���S��λ���տs���ء�
�����A������X݆����׃�ηֲ���r��D 7 ��ʾ���ĈD 7 �п�֪���A����ˇ����S�X݆�X�˲�λ���F��ͬ�̶ȵ���Ûڅ�ݣ�������λ��Ȼ���տsڅ�ݡ����S�X݆���S��׃�ν��������ƣ����й�ˇ 6 ����ˇ 8 �İ��S�X݆�S��׃�θ���Ч���ã������w׃�ηֲ���r�^�á�
����4. 2 �Ȼ��I̎׃�η���
��������S�X݆݆�X�ăȻ��I����׃�Ό��X݆���b���ʹ���кܴ�Ӱ푣�����Ҫ�����X݆�Ȼ��I�ď���׃�Ρ��ڝB̼������X݆�Ȼ��I̎ȡ 200 ���c�������y��λ����D 8 ��ʾ���õ�׃�Δ��������D��D 9 ��ʾ���ĈD 9�п�֪�����S�X݆�B̼�����ھ� �X �� 50 mm ̎�տs�����أ� �� �s ֵ ��- 0. 079 mm�����w�F�Ȟ� 0. 163 mm���X���c�S���F�Ȟ� 0. 128 mm���˷N����׃����rӰ푰��S�X݆��ʹ�����ܣ����M�����X̎�����@�Ӿ����������a�ɱ��c���a�r�g��
�����A����ˇ����S�X݆����׃���c�B̼������׃��څ�ݴ�����ͬ�����w�Ȼ��I̎׃�Δ��������D��D 10 ��ʾ���� 8 �M��ˇ�õ��İ��S�X݆׃�Δ����M�нyӋ��������� 3 ��ʾ����ˇ 1 �� ��ˇ 8 ���õİ��S�X݆���w׃���Լ����׃��ֵ��С��ԭ��ˇ������ˇ 1 �� ��ˇ 4 �õ��İ��S�X݆�F���Լ��X���c�S���F�ȽԴ���ԭ��ˇ��������ԭ������鹤ˇ 1 �� ��ˇ 4 �õ����X݆�X�˳��F��Ûڅ�ݣ��Ķ�Ӱ����F�ȡ���ˇ 5 �� ��ˇ 8 �õ��İ��S�X݆׃�Δ����ԃ���ԭ��ˇ���C�Ϸ�������ˇ 7 �õ��İ��S�X݆׃����r�����룬���w׃�ΘO�� 0. 088 mm���F�� 0. 142 mm���X���c�S���F�� 0. 112 mm��
������̽���B̼�ضȡ����ضȡ�����͜ء��A��r�g�ȅ������X݆��̎��׃��Ӱ푵ij̶ȣ�����ˇ 2 �c��ˇ 5����ˇ 4 �c��ˇ 6����ˇ 7 �c��ˇ 8 �M�Ќ��ȷ�������֪����͜��x�� 80 �� Ҫ���� 120 �� ; ����ˇ 3 �c��ˇ 4����ˇ 6 �c��ˇ 7 �M�Ќ��ȷ�������֪�B̼�ضȵ͡���𱣜ضȵ͌��ڜpС�X݆��̎��׃�����棬�@�c�����īI������һ��[15 - 17]; ����ˇ 2 �c��ˇ 3��ԭ��ˇ�c��ˇ 1 �M�Ќ��ȷ�������֪�A��r�g�c�X݆��̎��׃�Οo���@�Pϵ��
����5 �YՓ
����( 1) ���S�X݆���о�����ʹ�� JMatPro ܛ���c DEFORM ܛ���ɹ������X݆�B̼����A����ˇ�Ĕ�ֵ����ģ�ͣ��õ��˰��S�X݆��̎�����׃�Δ����ķ���Ӌ�㷽����
����( 2) ����Ӌ�������ͨ�^���x��̎����ˇ��������ʹ���S�X݆�S�����w�F�ȜpС 12. 9% ���X���c�S���F�ȜpС 12. 5% �����Y��ʹ��о���ȴ�ʩ��������Q��܇���S�X݆��̎��׃���y�ڿ��Ƶ��y�}��
����( 3) �о�����������ͨ�^ DEFORM ܛ���OӋ�������Ĺ�ˇ�������Ķ��õ�׃�οɿصă�����ˇ��——Փ�����ߣ��O˼Դ1 ���MԪ1 ������1��2 �����F1��2
������ �� �� �I
����[1] ��sֲ. �X݆�ğ�̎����׃���Ѽy�c���Ʒ���[M]. ����: �Cе���I�����磬2014: 4 - 6.
����[2] ������. ��������������A��[J]. ���ټӹ�: ��ӹ���1995 ( 5) : 19 - 20.
����[3] LEE G A��LIM S J��KIM D J��et al. Finite element analysis for precision forging process of united transfer driven parking gear[J]. Materials Science Forum��2007��544 /545: 327 - 330.
����[4] ��sֲ. ��܇���ǺͰ��S�X݆��̎����ˇ�ĸ��M[J]. ��܇��ˇ�c���ϣ�2006( 7) : 23 - 25.
����[5] GLINER R E. Analysis of critical rates of quenching of carburizing steels[J]. Metal Science and Heat Treatment��2009( 7) : 360 - 362.
����[6] �nا��. �Ȼ��I�X݆��̎��׃�ο���[J]. ��܇��ˇ����2013 ( 3) : 68 - 70.
����[7] �����ң�������������ǣ���. ���� DEFORM ����Ԫ����Ļ��X�F�X݆��̎���^�̚��������c׃�η���[J]. �C е �� �ӣ� 2016��40( 1) : 148 - 152.
����[8] �O�������K�c�£����M. ���̓��XȦ��̎������������Ԫģ�M̽ӑ[J]. ��̎�����g�c�b�䣬2010( 5) : 40 - 42.
����[9] ���������O���ޣ��R����. ���ձ��ڻ��D�w�����̎�횈�������Ľ�ģ�c����[J]. ���վ������켼�g��2010��46( 2) : 33 - 36.
����[10] ������. ���ϿƌW���A[M]. �L ɳ: ���ϴ�W�����磬2013: 303 - 318.
����[11] ���ǣ����MԪ. 17CrNiMo6 䓃��XȦ�B̼�����P�I���g�о�[J].���ٟ�̎����2015( 3) : 185 - 189.
����[12] ����. �ض� - �M�� - ��������Pϵ���ں����еđ���[D]. �Ϻ�: �Ϻ���ͨ��W��2009: 12 - 25.
����[13] ���� �ģ��� �� ϲ���� �� ��. �����s���|�Q��ϵ���о��Mչ[J]. ���ٟ�̎����2008��33( 1) : 53 - 56.
����[14] ���f�����ػ����Ǿ�֮����. ��̎���^�̵Ĕ�ֵģ�M[M]. ����: �ƌW�����磬1996: 11 - 25.
����[15] �����������㣬������. ��̎����ˇ������Ħ��܇�B̼�X݆׃�μ����ܵ�Ӱ�[J]. �F�����켼�g�c�b�䣬2001( 2) : 20 - 21.
����[16] ��ۻ�. �X݆�B̼���׃�μ�����M��ʩ[J]. �Ƽ������� 2008( 29) : 171 - 171.
����[17] �����_�����Ծ����ˏ��s����. ��܇׃�����X݆�B̼׃���о�[J]. ��̎�����g�c�b�䣬2010��31( 1) : 36 - 38.